- да, регулярно устраивает ...-50%
- иногда, когда это необходимо...-33.3%

Технологии соединения труб: резьбовые, компрессионные, самозажимные и пресс-соединения, фитинги, сварка, пайка

Первые трубопроводы в истории человечества были выполнены из глины и соединялись враструб.
К началу XXI века рынок трубопроводных систем стал намного разнообразнее — появился выбор между металлическими, полимерными и металлополимерными изделиями. Но, выбирая трубы, нужно учитывать и особенности их монтажа. От технологии соединения зависят расходы на инструмент, время работы монтажника, требование к его квалификации, возможности скрытой укладки труб и ещё множество нюансов.
Какого-то одного идеального и универсального способа соединения труб всех видов не существует. Каждая технология разработана для определённого типа (иногда — для нескольких типов), часто она основана на уникальных свойствах самого материала. Систему трубопроводов выбирают, основываясь на анализе технических особенностей проекта (таких, как давление среды и её температура, противопожарные требования, сроки и условия монтажа), а также сравнении стоимости материалов и монтажа.
Стоимость монтажа тоже может быть различной — в одних случаях требуется дорогостоящий инструмент, в других — дорогие фитинги, в третьих — понадобятся большие затраты времени на монтаж и участие квалифицированных специалистов, что также недёшево. В данной статье мы расскажем о том, какие технологии соединений труб для систем водоснабжения и отопления представлены в настоящее время на рынке, в чём их особенность и какие инструменты потребуются для их применения.
ТИПОЛОГИЯ СОЕДИНЕНИЙ
Соединения принято разделять на два класса — разъёмные и неразъёмные. К первым относятся те, что основаны на применении резьбы — собственно резьбовые, а также компрессионные. С течением времени под действием циклических процессов теплового сжатия и расширения такие соединения могут раскручиваться, а металл — корродировать, что ведёт к нарушению герметичности и прочности. За их состоянием нужно наблюдать и время от времени подтягивать. Соответственно, к любым соединениям этого типа необходимо обеспечить доступ для обслуживания. Поэтому строительные нормы запрещают скрытую прокладку труб с разъёмными соединениями.
Неразъёмные соединения наблюдения и обслуживания не требуют, поэтому допускают замоноличивание труб за перегородками, в нишах в полу и стенах и т. д. К неразъёмным относят соединения труб при помощи сварки и пайки, аксиальных и радиальных пресс-фитингов, пуш-фитингов, самозажимные.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовые соединения имеют несколько применений. Например, они широко используются для установки в систему водоснабжения и отопления различной арматуры специального назначения — такой, как запорные краны, фильтры, различные клапаны, коллекторы для разводки воды и т. д. Хотя часть производителей и выпускают некоторые из этих видов арматуры в линейках фитингов для собственных трубопроводных систем на основе других вариантов монтажа, резьбовые аналоги попрежнему преобладают на рынке. Наличие стандартов размеров и формы резьбы делает такую арматуру универсальной — её можно установить в любой трубопровод, оснащённый фитингомпереходником на резьбу. И такие фитинги всегда есть в линейке фасонных деталей каждого производителя трубопроводных систем всех типов.
Как способ соединения труб непосредственно между собой резьбовые фитинги используют при монтаже толстостенных труб из стали или нержавеющей стали. Фитинги для таких соединений обычно уже снабжены резьбой с соответствующими характеристиками. Сами фитинги могут быть выполнены как из тех же материалов, что и трубы (сталь, нержавейка), так и из других сплавов — латунь, бронза и т. д. Предустановленного уплотнения на резьбовых фитингах не предусмотрено, поэтому для выполнения соединения потребуется также и отдельно приобретённый уплотнитель — в этом качестве используют сантехнический лён или пеньку с суриковой замазкой, различные специализированные нити, ленты и т. д.
Если на фитингах резьба уже есть, то на саму трубу её нужно наносить самостоятельно. Толщина стенки позволяет нарезать необходимую для соединения резьбу прямо на конце трубы. Для этого применяют специальное резьбонарезное оборудование — плашки, клуппы или станки.
Плашка (лерка) представляет собой цельнометаллический инструмент с отверстием в центре и расположенными по краям отверстия резцами. В процессе работы плашку «навинчивают» на трубу, и резцы оставляют на металле бороздки резьбы. Нанесение резьбы требует применения физической силы, поэтому для облегчения работы с плашкой её можно поместить в специальный держатель с рукоятками. Существуют также держатели с трещоточным механизмом для плашек. Плашки могут сильно различаться по цене в зависимости от материала, из которого изготовлены, и размера. Однако в любом случае изза цельной конструкции, когда резцы неотделимы от самой плашки, при износе резцов плашку придётся покупать заново.
Клупп устроен иначе. Резцы в нём съёмные, закреплённые в корпусе клуппа винтами. При износе резцов их можно извлечь и заменить новыми. При том что клупп изначально дороже плашки, по мере эксплуатации он окупается за счёт того, что менять резцы выгоднее, чем покупать новый целый инструмент. Клуппы, как и в случае с плашками, могут оснащаться ручным приводомрукояткой с храповым механизмом (трещоткой).
И плашки, и ручные клуппы требуют применения физической силы для нарезания резьбы. Это трудоёмкий и не быстрый процесс. В ситуации, когда требуется обработать большое количество труб, более удобны электрические клуппы (есть в линейках таких марок, как Messer, Rems, Ridgid, Rothenberger, Super Ego, Virax). В них вращение резцов вокруг трубы происходит за счёт электродвигателя, поэтому монтажнику не нужно прилагать силу — достаточно лишь держать сам инструмент в нужном положении. Головки с резцами в таких клуппах сменные, можно установить головку для нарезания определённой резьбы на трубу нужного диаметра. Для качественного результата необходимо, чтобы режущая головка была хорошо зафиксирована в инструменте — без люфта или перекосов. Изза этого извлечь головку из клуппа не всегда просто — в некоторых моделях её нужно буквально выбивать из гнезда. В то же время в ряде моделей клуппов отдельных производителей (например, Rems, Ridgid, Rithenberger, Super Ego) конструкция позволяет быстро и легко менять головки.
При работе электрического клуппа его рукоятка неподвижна, поэтому с его помощью удобно нарезать резьбу на трубах в труднодоступных местах, где ручным инструментом с рукоятками попросту негде развернуться. Он также нарезает резьбу быстрее, чем ручной.
Электрические клуппы различаются по диапазону обрабатываемых труб. Так, компактные клуппы с меньшими габаритами и весом имеют ограниченный рабочий диапазон. Стандартные клуппы тяжелее и больше, но и трубы нарезают больших диаметров.
Электрические резьбонарезные станки нарезают резьбу ещё быстрее, чем клуппы, и их устройство делает процесс более простым. Однако станок — скорее стационарное оборудование, чем мобильное, его не так удобно переносить, как те же клуппы.
Перед нанесением резьбы поверхность трубы и резцы инструмента рекомендуют обрабатывать специальной охлаждающей смазкой, которая продлевает ресурс резьбонарезных гребёнок или плашек и способствует более качественному результату. При этом выбор типа масла зависит от назначения трубопровода. Для нарезания труб в питьевых водопроводных системах обычно используют синтетические масла. Для других систем (например, систем отопления, технических трубопроводов и т. д.) допустимо применение минеральных масел.
КОМПРЕССИОННЫЕ СОЕДИНЕНИЯ
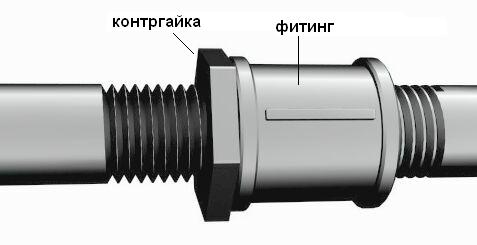
Соединения на компрессионных (цанговых) фитингах — очень популярный метод монтажа труб. Процесс соединения не требует дорогостоящих специальных инструментов и выполняется буквально при помощи гаечного ключа. Компрессионные фитинги позволяют монтировать трубы из меди, стали и нержавеющей стали, а также металлополимерные и полиэтиленовые трубы. Фитинг для цангового соединения комплектуется зажимным кольцом и накидной гайкой. При монтаже на трубу сначала надевают гайку, затем кольцо и только после — вставляют в неё фитинг. Кольцо сдвигают на край трубы и надевают на него сверху гайку. При навинчивании гайки на резьбу на фитинге кольцо, находящееся между гайкой и трубой, деформируется и сжимается вокруг трубы, фиксируя её вокруг фитинга. Фитинги могут немного различаться в плане конструкции — например, у одних зажимное кольцо цельное, у других разрезное.

Поскольку гайки компрессионных фитингов резьбовые, с течением времени они могут раскручиваться. При этом давление гайки на кольцо ослабевает, что снижает надёжность фиксации трубы. Проблема решается быстро — простым подтягиванием гайки с помощью ключа. Однако смонтированные такими фитингами трубы нельзя замоноличивать — необходимо оставлять доступ к местам соединений.
РАДИАЛЬНЫЕ ПРЕСС-СОЕДИНЕНИЯ
Радиальные пресс-фитинги — один из наиболее универсальных типов монтажа трубопроводов. Технология охватывает широкий спектр трубопроводов — из меди, тонкостенной нержавеющей и чёрной стали, полиэтилена PEX, PERT, металлополимерных полиэтиленовых труб, а с недавних пор — и толстостенных труб из чёрной стали. Объединяет их общий принцип: труба и фитинг в процессе обжатия специальным инструментом синхронно деформируются в месте соединения, в результате чего становятся неразделимыми. А вот строение фитингов для разных систем — различается.
Металлополимерная или полиэтиленовая труба легко деформируется, поэтому обжимать её только снаружи нельзя. Фитинги для таких систем обычно снабжены штуцерами и гильзами. Труба при монтаже располагается между штуцером и гильзой и после прессования гильзы надёжно фиксируется между ними. В некоторых случаях фитинг оснащён только штуцером, а фиксация трубы обеспечивается деформацией алюминиевого слоя, но такой монтаж возможен только для систем с очень толстым слоем алюминия (примером может служить Geberit Mepla). Фитинги могут быть выполнены из металлического сплава (чаще всего — латуни) или из полимера (PPSU, PVDF). Гильзы, как правило, изготовлены из нержавеющей стали. Пресссистемы полимерных и металлополимерных трубопроводов на рынке представлены широко, среди известных марок можно назвать, например, Comap, Comisa, Geberit, Henco, KAN, Pro Aqua, Valtec, Uponor, Viega, Wavin и др.

Системы труб из меди, тонкостенной стали и нержавеющей стали имеют разные химические свойства и эксплуатационные характеристики, но фитинги для них схожи между собой. Поскольку металлические трубы обладают достаточной жёсткостью и устойчивостью к деформациям, соединение не требуется дополнительно фиксировать изнутри штуцером. На внутренней стороне фитинга располагается уплотнительное кольцо, которое при монтаже плотно прижимается к трубе и обеспечивает герметичность соединения. Конструкция фитингов для металлических тонкостенных труб зависит от производителя. Например, у фитинга Viega уплотнительное кольцо находится не у самого края, а чуть глубже, поэтому контуров обжатия у него два — перед кольцом и после него. У фитингов других марок (Geberit, KAN, Sahna) соединение фиксируется одним контуром обжатия. При этом все эти компании гарантируют надёжность своих решений.
Пресс-фитинги для толстостенных труб из чёрной стали, являющиеся альтернативой сварке, на рынке представлены с 2014 года и есть пока в ассортименте только одной компании — Viega (пресс-система Megapress). Как и пресс-фитинги для других металлических труб, они снабжены уплотнительным кольцом, которое при обжатии прижимается к трубе. Механическая прочность такого соединения обеспечивается дополнительным нержавеющим стопорным кольцом, установленным внутри фитинга, которое в процессе обжатия врезается в наружную поверхность трубы. Поэтому подготовка трубы для монтажа такими фитингами не ограничивается нарезкой и снятием грата — потребуется также механическая очистка конца трубы (от ржавчины, покрытий и т. д.).
Пресс-система труб любого типа хороша тем, что её можно сначала собрать всю целиком, а затем быстро обжать все фитинги. К преимуществам пресс-систем отнесём также и то, что они не требуют применения сварочного или паяльного оборудования, а значит, снизится и пагубное воздействие высоких температур на окружающее пространство (например, отделку стен или пола) и риск пожара.
Производители трубопроводных пресс-систем обычно придерживаются системного подхода к монтажу, то есть и трубы, и фитинги должны быть одной марки. Только в этом случае и при строгом соблюдении технологии соединения труб на систему распространяется гарантия производителя. В то же время нельзя сказать, что фитинги и трубы разных марок не совместимы в принципе. Многие образцы труб и фитингов по своим характеристикам (габариты, толщина стенки трубы и т. д.) подходят для комбинирования друг с другом. Правда, качественный результат в этом случае не гарантирован. Исключение составляют медные пресс-системы — в этой области исторически сложилась ситуация, когда трубы изготавливают одни компании, а фитинги — другие, поэтому характеристики компонентов медных пресс-систем стандартизованы.
Монтаж пресс-систем осуществляется только специальным пресс-инструментом. Фактически рабочая часть инструмента представляет собой клещи, которые при смыкании охватывают фитинг и сжимают его так, чтобы возникла необходимая для соединения деформация фитинга и трубы. Пресс-инструмент универсален и позволяет обжимать прессфитинги любых профилей — для металлических и полимерных систем. Важно лишь подобрать для каждой конкретной пресс-системы сменные пресс-клещи с правильным профилем обжатия.
Различают пресс-инструмент ручной и электрический. Последний, в свою очередь, подразделяется на электромеханические и электрогидравлические модели. С ручным инструментом всё просто — это клещи с длинными рукоятками, обеспечивающими возможность создать усилие для обжатия фитинга. Преимущество у таких моделей — низкая стоимость, а вот недостатков немало. Во‑первых, с их помощью можно обжать только трубы малых диаметров. Во‑вторых, контролировать процесс опрессовки фитинга придётся самому монтажнику, поэтому влияние человеческого фактора на результат велико.
Более качественно и быстро монтаж труб выполняет электрический пресс-инструмент. Влияние человека на качество обжатия фитинга здесь намного меньше, чем при использовании ручных моделей. При нажатии кнопки на корпусе инструмент сам сжимает губки вокруг фитинга с оптимальным для того усилием. Время, затрачиваемое инструментом на обжатие, составляет всего несколько секунд. Электрический пресс-инструмент доступен в разных вариантах исполнения — компактном (лёгкие удобные модели, но с ограниченным диапазоном диаметров обжимаемых фитингов) или стандартном (более крупные и тяжёлые инструменты, но способные обжимать все диаметры фитингов), для каждого типа производители предлагают специальные адаптированные для них пресс-клещи. Питание инструмента может быть различным: одни модели предназначены для работы от сети, другие — от аккумулятора, третьи позволяют подключать к ним и аккумулятор, и сетевой адаптер. Пресс-инструмент часто оснащён вращающимся держателем для прессклещей, что облегчает работу с неудобно расположенными трубами. Также некоторые модели пресс-инструмента способны контролировать процесс обжатия и оповещать о его окончании. В ходе эксплуатации пресс-инструмент и сменные клещи могут изнашиваться, поэтому они требует периодического сервисного осмотра. Производители для каждой модели устанавливают определённый интервал между осмотрами (может выражаться в количестве циклов обжатия или лет — смотря, что наступит раньше).
Марок электрического радиального пресс-инструмента на рынке немного — Comisa, Gerebit, Klauke, Milwaukee, Novopress, Rems, Ridgid, Rothenberger, Uponor, Viega, Virax. Причём некоторые из них являются «родственниками» — производятся на одном заводе, но с модификациями для заказавшей их марки. Ручной инструмент представлен как в линейках производителей специализированного инструмента для труб (таких как Rems, Ridgid, Virax), так и в ассортименте производителей самих пресс-систем — Comisa, Fora, Valtec и ряда других.
АКСИАЛЬНЫЕ ПРЕСС-СОЕДИНЕНИЯ
Этот способ монтажа применяется только для труб из полиэтилена PEX и PERT, а также некоторых металлополимерных труб на основе полиэтилена. Сама аксиальная технология основана на свойственном полиэтилену «эффекте памяти»: деформированный полимер стремится вернуться в изначальную форму. Соединение выполняют при помощи фитингов (латунных или пластиковых) с надвижными гильзами. При этом задействуют специальное оборудование: аксиальный пресс-инструмент и расширитель (экспандер). В процессе монтажа на подготовленную трубу надевают гильзу и сдвигают её от края вглубь. Затем внутрь трубы вставляют насадку экспандера, состоящую из нескольких сомкнутых сегментов. Когда инструмент начинает работу, сегменты раздвигаются в стороны, расширяя край трубы и придавая ему форму воронки. Экспандер быстро вынимают и в воронку вставляют штуцер фитинга. После этого в ход идёт аксиальный пресс-инструмент: его губки, имеющие форму U‑образных вилок, захватывают обе части фитинга и с усилием надвигают гильзу на конец трубы. В результате этой операции труба оказывается зажата между штуцером и гильзой. Пройдёт некоторое время — и труба, растянутая экспандером, вернёт себе прежнюю форму и плотно обхватит штуцер.
Аксиальная технология позволяет смонтировать трубы, не уменьшая их проходного сечения в месте соединения (в отличие от радиальных пресс-фитингов для металлополимерных труб, у которых проходное сечение штуцера меньше, чем у трубы). Однако труба при этом должна быть специально адаптированной для аксиальных соединений. Аксиальные пресс-системы предлагают, в частности, компании KAN, Rehau, Tece и ещё множество других.
Как и в случае радиальных пресс-соединений, для аксиальных фитингов разработаны линейки электрического и ручного инструмента. Ручной инструмент требует приложения физических усилий и имеет ограничения по диаметру монтируемых труб. У электрического аксиального пресс-инструмента диапазон диаметров обрабатываемых труб шире, а гильзу на трубу он надвигает сам. Однако стоимость его достаточно высока и сравнима со стоимостью радиального пресс-инструмента. Аналогичная ситуация и с другим необходимым для аксиальных пресс-соединений инструментом — расширителем. Ручные расширители недороги, но не подходят для труб больших диаметров. Электрические более универсальны и удобны, но дороги и представлены не так широко. Электрические модели расширителей и аксиального пресс-инструмента есть в линейках крупных производителей инструмента, например Rems и Novopress, ручные — у Rems и Virax.
Однако производители аксиальных трубопроводных систем рекомендуют монтировать их инструментами, специально адаптированными для работы с трубами и фитингами конкретных марок. Такой специализированный инструмент воздействует на соединение со строго выверенным усилием, без риска повредить фитинг или не до конца надвинуть гильзу. Поэтому в продуктовых линейках компаний, выпускающих аксиальные пресссистемы, часто присутствует и инструмент для них. Например, Tece в рамках своего ассортимента предлагает аккумуляторный аксиальный пресс-инструмент для собственных трубопроводных систем. Ручной инструмент есть у Royal Thermo, Tece, Rehau и некоторых других компаний.
Для каждого размера и марки фитингов понадобятся свои насадки для экспандера и губки для аксиального пресса. Инструменты всегда предусматривают возможность установки сменных губок или насадок для работы с фитингами определённого диаметра. Более того, в отдельных образцах аксиальных прессов используются парные губки для двух разных размеров фитингов, размещённые на одной насадке. Это позволяет сократить время монтажа труб за счёт того, что при переходе на другой диаметр фитингов не придётся полностью извлекать одни губки и устанавливать другие, достаточно лишь перевернуть парные губки. Такие «двойные» аксиальные прессы выпускает, в частности, Novopress, аналог представлен и под маркой Tece.
САМОЗАЖИМНЫЕ СОЕДИНЕНИЯ
Этот способ монтажа также основывается на «эффекте памяти» полиэтилена. Только в данном случае вместо надвижной гильзы используют кольцо из сшитого полиэтилена. Кольцо надевают на край трубы, после чего в трубу вводят расширитель и развальцовывают её вместе с надетым на неё кольцом. В получившуюся воронку вставляют штуцер фитинга. Полиэтиленовое кольцо под действием «эффекта памяти» сжимается, стремясь вернуться в исходную форму, и плотно прижимает трубу к фитингу. Процесс сжатия кольца протекает быстро и занимает считаные секунды.

Технология самозажимных соединений (Quick&Easy) разработана компанией Uponor. Её преимущество перед традиционными аксиальными соединениями в том, что она не требует использования аксиального пресс-инструмента. Помимо инвентаря для обработки труб, понадобится лишь расширитель. Правда, для самозажимных соединений используется другой тип расширителей, чем для обычных аксиальных фитингов. Экспандеры, адаптированные для самозажимных фитингов Uponor, есть в линейке Rems (аккумуляторный и сетевой варианты) и Milwaukee (аккумуляторные модели с автоматически вращающимися насадками).
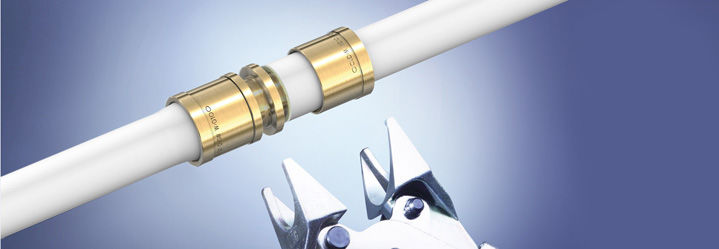
ПУШ-СОЕДИНЕНИЯ
Пуш-фитинги — способ соединения труб, широко применяемый для монтажа металлополимерных труб и реже — для металлических. Его по праву можно назвать самым быстрым и лёгким видом монтажа труб. После обычного комплекса подготовки (нарезки, снятия грата, калибровки) трубу просто вставляют до упора в фитинг — и соединение готово. Фиксацию трубы обеспечивает особая конструкция фитинга: внутри него расположено зубчатое кольцо, которое препятствует извлечению трубы. В некоторых случаях производители снабжают фитинги дополнительными средствами фиксации трубы, например клиньями. Герметичность соединения обеспечивает уплотнительное кольцо, которое может быть расположено внутри фитинга (на штуцере) или между гильзой и трубой. Само тело фитинга обычно выполнено из металла (например, латуни) или из пластика.
Пуш-фитинги очень удобны в работе, но в силу сложной конструкции дороже радиальных или аксиальных пресс-фитингов (хотя, в свою очередь, они позволяют монтировать более дешёвые трубы без уникальных свойств, в отличие от аксиальных систем, где требуется особая и дорогая труба). Изза этого возрастает и цена ошибки при монтаже — фитинги многих производителей одноразовые и при неправильном соединении просто снять их и смонтировать заново нельзя, фитинг придётся вырезать и использовать вместо него новый. Правда, отдельные компании предусматривают возможность разборки пуш-фитингов и их повторное использование — нужно лишь заменить в них кольца.

Пуш-фитинги для металлополимерных труб выпускают Comisa, Frankishe, Henco, KAN, Sanha, Tece, Uponor, Wavin и ещё ряд производителей.
МУФТОВАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
Метод муфтовой сварки применяют преимущественно для монтажа полипропиленовых труб, хотя этот же метод используют и в системах труб из полибутена и из некоторых видов полиэтилена (например, ПНД).
В отличие от трубопроводов из сшитого и термостойкого полиэтилена, у которых фитинги и трубы выполнены из разных материалов, в полипропиленовых системах все компоненты изготовлены из полипропилена. Этот полимер при температуре 260–290 0С начинает плавиться, данное свойство и легло в основу термосварки как метода монтажа труб. Внутреннюю поверхность фитинга и наружную поверхность трубы нагревают до температуры плавления, после чего соединяют трубу и фитинг. Остывший расплав полипропилена делает обе части единым целым.
Для осуществления муфтовой сварки требуется сварочный аппарат. По правилам нагрев трубы и фитинга должен происходить одновременно, поэтому на аппарате используют парные насадки — штуцеры (дорны) и муфты (гильзы). Дорн служит для расплава внутренней поверхности фитинга, а муфта — для внешней поверхности трубы. Чтобы в процессе сварки на насадках не оставались следы расплавленного полипропилена, насадки могут быть обработаны особым покрытием.
Так как диаметр труб может быть различным, производители комплектуют сварочное оборудование сменными дорнами и муфтами нескольких размеров. Кроме того, нередко на сварочном аппарате предусмотрены гнезда для установки не одной пары насадок, а двух или даже трёх. Некоторые аппараты предназначены для сварки не только полипропиленовых, но и полиэтиленовых (ПНД) труб, и, поскольку температура плавления полиэтилена ниже, чем у полипропилена, у подобных моделей есть переключатель с возможностью выбора температуры нагрева. Также достаточно распространена практика оснащения сварочных аппаратов индикаторами, которые световым сигналом показывают готовность прибора к работе после прогрева насадок.
Оборудование для муфтовой сварки, как правило, дешевле электрического аксиального или прессинструмента, что также способствует популяризации полипропиленовых труб. На рынке можно найти аппараты самых разнообразных марок (например, Elitech, Fora, Prorab, Rems, Rothenberger, Sturm!, «Калибр», «Энкор»). Нередко производители полипропиленовых труб предлагают приобрести у них сварочные аппараты наравне с трубами или фитингами.

Человеческий фактор при муфтовой сварке имеет большее влияние, чем при пресссоединении. Именно монтажник контролирует время прогрева деталей и их готовность к соединению, он же снимает их с насадок и вставляет трубу в фитинг. Важно не допустить перегрева или недогрева фитинга и трубы, а также правильно соединить их (не проворачивая трубу в фитинге). Правда, следует отметить, что цена ошибки при монтаже полипропиленовых труб невысока: стоимость фитинга ниже, чем аксиального прессфитинга или тем более пушфитинга.
Монтаж полипропиленовых труб, армированных алюминием, требует их особой подготовки перед сваркой. Если труба армирована снаружи (у такой трубы слои полипропилена неравные по толщине: внутренний — толстый, наружный — тонкий), её нужно зачистить по всей глубине фитинга. При этом удаляют весь наружный слой полипропилена и фольгу под ним. Трубу с внутренней армировкой (с фольгой между примерно равными по толщине слоями полимера) также необходимо обработать, чтобы в процессе эксплуатации системы вода не вступала в реакцию с алюминием, что могло бы спровоцировать разрушение трубы. Для подобной обработки армированных труб разработаны специальные инструменты: шейверы — для зачистки наружного слоя полипропилена, торцеватели — для снятия слоя алюминиевой фольги. Подобные зачистные инструменты можно найти как в ручном исполнении, так и в виде насадок для электроинструмента.
СТЫКОВАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
Сварка встык нагретым инструментом — один из наиболее распространённых способов соединения пластиковых труб больших диаметров, в том числе наружных водо и газопроводов. Этот метод применяют для монтажа труб из ПНД, полипропилена, ПВДФ и ряда других материалов. Выполняют сварку с помощью специально разработанных машин.
Машины для стыковой сварки объединены общим алгоритмом процесса работы. Сначала трубы, которые нужно соединить, фиксируют для обеспечения соосности — эту задачу решают приспособленияцентраторы. Затем края труб обрабатывают специальным устройством — торцевателем, это нужно для придания параллельности торцам труб. После этого между трубами устанавливают двухсторонний нагревательный элемент и прижимают к нему свариваемые концы труб. Под действием высокой температуры пластик плавится, тогда нагревательный элемент извлекают, а оплавленные концы труб прижимают друг к другу и дают остыть.
Для получения качественного шва, который по своим прочностным характеристикам практически не уступает характеристикам самой трубы, необходимо чётко выдержать все параметры сварки. Они зависят от материала, диаметра и толщины стенки трубы. К параметрам сварки относят: температуру нагревательного элемента, усилие сжатия на начальном этапе разогрева торцов труб (этапе образования первоначального грата — валика расплава пластика, выдавливаемого из зоны разогрева при сжатии труб), размер (высота первоначального грата), усилие и время сжатия после образования первоначального грата, время на разведение прижатых к нагревательному элементу концов свариваемых труб и извлечение нагревательного элемента, время на сведение разогретых концов труб и достижение заданного усилия сжатия, время охлаждения сомкнутых свариваемых труб.
Нарушение любого из этих параметров сварки приводит к некачественному стыку, поэтому подобные соединения для напорных трубопроводов выполняют только при помощи стыковых сварочных машин. Различают механические и гидравлические стыковые сварочные машины.
У механических моделей усилие сжатия обеспечивается вручную. Для таких машин существуют ограничения по максимальному диаметру свариваемых труб (как правило, не более 250 мм) и толщине стенки, так как человек не в состоянии обеспечить требуемое усилие сжатия при больших диаметрах. Механические стыковые сварочные машины есть у многих известных производителей, в их числе Rothenberger, Huerner, Ritmo, WorlPolly, Sauron. Техническая документация таких машин обязательно включает сварочные таблицы с параметрами сварки. Тем не менее, механические сварочные машины не могут быть использованы для сварки особо ответственных соединений — например, для газопроводов.
Гидравлические сварочные машины оснащены гидроприводами перемещения каретки центратора. Гидропривод позволяет более точно соблюдать параметры сварки и обеспечивать необходимые усилия для соединения труб больших диаметров. Модельный ряд гидравлических сварочных машин большинства производителей разбит на диапазоны свариваемых труб: до 160, 250, 315, 355, 500, 630, 800, 1000, 1200, 1400, 1600 мм.
При использовании гидравлических стыковых машин для сварки газопроводов необходимо протоколирование параметров сварки. Для этого существуют устройства для протоколирования, которые подключаются к гидростанции и датчику температуры нагревательного элемента. В память устройства для протоколирования встроена библиотека параметров сварки для труб разных диаметров и с разной толщиной стенок. Устройства не только наглядно показывают сварщикам весь цикл сварки, но и фиксируют в протокол реальные параметры сварки, давления, температуры и времени. При совпадении фактических параметров заданным в протокол заносится отметка, что шов правильный. Впоследствии протоколы из памяти устройства переносят на компьютер (как правило, через USBнакопитель) — они будут служить доказательством качества
шва.
Гидравлические машины более высокого уровня — автоматические. В машинах средней степени автоматизации гидравликой управляет не сварщик, а встроенный в гидроагрегат электронный блок управления и протоколирования. Машины высокой степени автоматизации управляют также и выведением из зоны сварки нагревательного элемента.
У некоторых производителей (например, у Rothenberger) машины со средней и высокой степенью автоматизации оснащены датчиками перемещения. Это позволяет блоку управления работать не «вслепую» по заложенным временным параметрам, а поддерживая связь с реальным физическим процессом. В таких машинах влияние «человеческого фактора» на процесс сварки сведено к минимуму, на данный момент они являются последним поколением стыковых сварочных машин.
ЭЛЕКТРОМУФТОВАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
Это ещё один распространённый вид неразъёмного соединения полиэтиленовых труб. Монтаж выполняют при помощи закладного нагревательного элемента — муфты со встроенной электрической спиралью. Трубы вставляют в электромуфту, на спираль подают ток. Спираль нагревается и плавит полиэтилен на внутренней поверхности электромуфты и наружной поверхности трубы. Когда материал остынет, трубы и муфта будут надёжно сварены друг с другом.
Для этого метода используются сварочные электромуфтовые аппараты. Каждый такой аппарат оснащён устройством для считывания штрихкода, который есть на электромуфте любого производителя. В современных моделях обычно применяются сканеры, в более ранних образцах встречаются считывающие карандаши. По штрихкоду аппарат автоматически распознаёт производителя муфты, необходимое напряжение для её сварки (от 8 до 48 В), длительность подачи напряжения для разогрева электроспирали, а также время, необходимое для охлаждения после снятия напряжения. Для сварки газопроводов используют электромуфтовые сварочные аппараты со встроенной опцией протоколирования.
В отличие от стыковой сварки для метода электромуфтовой сварки требуются расходные материалы — для каждого соединения нужна отдельная одноразовая муфта. Тем не менее метод широко применяется для монтажа трубопроводов диаметром до 315 мм, а в ряде случаев (например, при ремонтных работах) он становится единственно возможным.
Ведущие производители электромуфтовых аппаратов (такие, как Rothenberger, Huerner, Ritmo, Sauron, Friatek, Caldervale) предлагают также необходимые инструменты и приспособления для подготовки и проведения сварки.
Технология требует очистки внешней поверхности полиэтиленовой трубы от оксидного слоя, который в процессе сварки препятствует смешиванию материала муфты и трубы. Поэтому перед сваркой оксидный слой нужно удалить физически. Сделать это можно как обычными скребками, так и механическими приспособлениями, быстро снимающими тонкую стружку, вращаясь вокруг трубы.
Очень важно при электромуфтовой сварке обеспечить неподвижность соединения на этапе остывания. Для этого применяют специальные приспособления — позиционеры. Они надёжно фиксируют свариваемые трубы, пока соединение не остынет и не приобретёт необходимую прочность.
ПАЯНЫЕ СОЕДИНЕНИЯ
Пайка — метод монтажа труб и фитингов из меди. Долгое время (до появления прессфитингов для меди) была основным доступным видом неразъёмного соединения медных труб.
Технологию пайки едва ли можно назвать быстрой и лёгкой. Подготовка фитингов и труб перед соединением, а также сам процесс нагрева и пайки занимают немало времени. Однако нельзя не отметить, что стоимость медных фитингов под пайку значительно ниже, чем прессфитингов. Кроме того, технология пайки позволяет соединять трубы без использования муфтового фитинга. Это возможно благодаря мягкости и пластичности самих медных труб: одну трубу попросту развальцовывают с помощью инструментарасширителя и внутрь неё вставляют второй отрезок трубы, а затем заливают зазор между ними припоем, как и в случае монтажа с фитингом. Такие соединения позволяют снизить расходы на фитинги. Для медных труб существуют ручные и электрические расширители со сменными насадками для развальцовки труб разных диаметров.
Есть два способа пайки медных труб — с твёрдым или мягким припоем. В первом случае применяется медьсодержащий припой (чаще всего — меднофосфорный, иногда с добавками серебра), выполненный в виде жёстких стержней. Температура плавления такого припоя очень высока — свыше 750 0C, соответственно и оборудование для нагрева трубы требуется особое. Обычно для такого рода пайки задействуют горелки с высокотемпературным пламенем (например, ацетиленовые). Соединения, спаянные твёрдым припоем, устойчивы к воздействию высокого давления и температуры, могут применяться в системах отопления и кондиционирования. Однако в бытовом сегменте систем отопления и водоснабжения чаще используют пайку мягким припоем — оловянным с добавлением серебра. Для этого метода достаточно нагреть трубу и фитинг до температуры 220–250 0C и сделать это можно при помощи разнообразного оборудования — горелок и электрических паяльников.
Для качественного результата пайки важно придерживаться нескольких правил. Труба и фитинг должны быть с правильной формой сечения, не иметь замятий и других деформаций. Капиллярный зазор между трубой и фитингом — в пределах 3–5 микрон. Перед соединением внутреннюю поверхность фитинга и наружную поверхность трубы необходимо зачистить до блеска абразивной губкой, щёткой или ёршиком. Трубу обрабатывают флюсом, который улучшит адгезию припоя и меди, а также не даст меди окислиться при нагреве и закупорить капиллярный зазор. После трубу вставляют в фитинг и нагревают их до требуемой температуры, затем убирают паяльник или горелку и подносят к зазору между трубой и фитингом припой. Расплавляясь, он под действием капиллярных сил затягивается в зазор и равномерно заполняет его.
Нагреть трубу для пайки мягким припоем можно разными способами. Самый известный из них — газовая горелка (обычно пропановая). Горелки могут работать как от стационарных баллонов, так и от компактных одноразовых баллончиков. Конструкция горелки обеспечивает строгую направленность пламени. Нередко горелки позволяют выбирать форму пламени, более подходящую для той или иной задачи. Температура пламени горелки для мягкого припоя может достигать 2000 0C, универсальной горелки для твёрдого и мягкого припоя (ацетиленовой) — и того больше. Горелка — пожароопасное оборудование, поэтому требует от монтажника внимательного и осторожного обращения.
Альтернативой горелке выступает электрический паяльник для медных труб (на рынке их не очень много, но они есть в ассортименте ряда компаний, например Rems, Rothenberger, Virax). Такой прибор, как правило, выполнен в форме щипцов с электродами (жалами) на концах. Жала съёмные (по мере использования они выгорают и нуждаются в замене), кроме того, в комплект паяльника могут входить жала разных форм — цилиндрические, призматические и т. д. Так, в линейке Rems есть паяльник с электродами, имеющими выемки в виде двух полусфер разных диаметров (меньшая предназначена для нагрева труб размеров 10–16 мм, большая — для труб 18–28 мм). На рынке можно встретить паяльники с разными типами нагрева: модели с электрическим нагревом, питающиеся от сети 220 В, и с индуктивным нагревом — с питанием от трансформатора 24 В. Паяльники чаще всего поставляются вместе с чемоданчиками для переноски, причём в комплект могут также входить дополнительные принадлежности для пайки, например, резаки для труб, абразивные губки или щётки для зачистки, припой, флюс и т. д.
Диапазон размеров труб, с которыми может работать паяльник, зависит от мощности прибора и конструкции жал. Компактные паяльники отличаются меньшей мощностью и потому могут работать с трубами небольших диаметров, у более крупных и мощных моделей рабочий диапазон шире. Отдельные модели допускают также пайку твёрдым припоем, хотя рабочий диапазон диаметров труб при этом, вероятно, будет меньше, чем при пайке мягким припоем.
Поскольку при пайке с помощью электрического паяльника не используется открытое пламя, этот метод можно считать более безопасным. Он хорошо подходит и для монтажных работ в реконструируемых помещениях с готовой отделкой, которую огонь мог бы повредить.
СВАРНЫЕ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ
Это метод неразъёмного соединения толстостенных труб из чёрной и нержавеющей стали. Технология не нова, применяется давно и широко распространена. Видов сварки стальных и нержавеющих труб существует несколько, но для монтажа трубопроводов систем отопления и водоснабжения в бытовом сегменте чаще всего применяют газовую сварку (осуществляется при помощи горелки) или электродуговую. Важно тщательно подготовить трубу перед сваркой — зачистить поверхность от ржавчины, масел и других возможных загрязнений, обработать кромку торцевателем и снять фаску, которая потом при монтаже позволит создать сварочную ванну в месте стыка труб. Для защиты шва в процессе сварки от реакции с кислородом применяют специальные флюсы, газы или специальные покрытия электродов, которые при расплаве образуют газ.
Сварка — сложный процесс, требующий от монтажника высокой квалификации. Как и пайка, сварка сопряжена с воздействием высоких температур — из-за использования газового или электродугового сварочного оборудования. Поэтому сварка может представлять реальную угрозу для находящихся поблизости предметов из дерева, пластика и других нетермостойких материалов.
ПОДГОТОВКА ТРУБ
Независимо от технологии соединения все трубы нуждаются в некоторой подготовке перед монтажом, а иногда — и в обработке после него. Как минимум их нужно нарезать, чтобы из отрезков определённой длины и фитингов собрать систему необходимой конфигурации. Многие виды труб требуют также обработки края после нарезки и восстановления формы сечения. Для этих операций также есть специализированный инструмент.
Труборезы. Существует несколько распространённых типов труборезов, каждый из которых применяется для работы с теми или иными трубами. Роликовые труборезы — самая обширная группа среди них. Такой труборез имеет С‑образный корпус с закреплённым с одной стороны резаком в форме диска. На противоположной от отрезного ролика стороне трубореза также расположены опорные ролики, которые позволяют поворачивать труборез вокруг трубы. С помощью винта с ручкой можно регулировать глубину посадки диска, таким образом подстраивая инструмент для резки трубы большего или меньшего диаметра. Существуют труборезы стандартного размера и компактные, с укороченной рукояткой винта и небольшим корпусом, предназначенные для работы в стеснённых условиях. У каждого трубореза, в зависимости от его размеров, строения и режущего диска, есть свой диапазон диаметров обрабатываемых труб и материалов, которые он может резать. Среди моделей роликового типа можно найти инструменты, режущие сталь (в том числе толстостенные стальные трубы), нержавеющую сталь, медь, полимерные трубы.
Труборезы в виде ножниц также распространены, хотя спектр труб, которые они могут резать, и не столь широк, как у роликовых. Чаще всего их применяют для резки полимерных труб — например, полипропиленовых, полиэтиленовых, металлополимерных. Такие трубы более мягкие и податливые, чем металлические, и их резка требует меньше физических усилий. В случае труборезов‑ножниц это важно, так как здесь для разрезания трубы приходится вручную сжимать рукоятки. Для удобства резки многие модели ножниц снабжают храповыми механизмами.
Фаскосниматели. После резки на кромке трубы могут оставаться заусенцы, острые кромки металлической стружки и т. д., которые потенциально опасны. Например, острый выступ на трубе может повредить уплотнительное кольцо в фитинге, в результате чего будет потеряна герметичность соединения. Заусенцы на внутренней поверхности трубы также станут причиной засорения труб известковыми отложениями. Для снятия фаски разработано несколько видов инструмента, различаемых по назначению и конструкции. Наиболее распространены универсальные модели, которые позволяют снимать фаску как с внутренней поверхности трубы, так и с внешней. Популярна конструкция фаскоснимателя в форме бочонка с конусом с лезвиями — с одной стороны, с воронкообразным углублением с лезвиями — с другой. Этот инструмент прост в работе: его надевают одной стороной на край трубы, вращают по кругу, затем переворачивают, снова надевают и вращают. В результате этой нехитрой процедуры кромка трубы будет тщательно зачищена. Некоторые производители выпускают подобные фаскосниматели в специальном исполнении для электроинструмента — такую модель можно подсоединить к дрели или шуруповёрту в качестве насадки. Это позволит обрабатывать трубы быстрее и с меньшими затратами сил. Достаточно распространены и компактные фаскосниматели в форме карандаша с небольшими лезвиями.
Гратосниматели. После стыковой сварки пластмассовой трубы в месте соединения остается валик из выдавленного материала трубы — его называют гратом. Он образуется как с внешней, так и с внутренней поверхности трубы. Чаще всего для напорных трубопроводов он безвреден, однако иногда грат все же необходимо удалять. Например, наружный грат удаляют при протягивании сваренной трубы внутри старого трубопровода, внутренний — при использовании трубопровода как безнапорного (канализация, водостоки).
Многие производители инструмента для монтажа труб предлагают и специальные устройствагратосниматели для удаления наружного грата. Это механическое приспособление работает по принципу, схожему с ножом для консервов. Нож устройства входит в грат и, по мере вращения подающего колеса, перемещающегося по окружности трубы, продвигается вперед и срезает полоску грата. В результате удалённый грат представляет собой кольцо с одним разрезом — в месте, где начался процесс резки.
Гратосниматели для удаления внутреннего грата устроены иначе. Место стыка может находиться на большом расстоянии (до 12 метров) от открытого конца трубы, и режущая головка гратоснимателя должна преодолеть это расстояние. Поэтому устройства для удаления внутреннего грата состоят из режущих головок, удлинительных разъёмных штанг (они с одной стороны крепятся к режущей головке, а с другой к Т‑образной ручке, через которую и передаётся вращение на головку) и центраторов, позволяющих головкам и штангам чётко позиционироваться по оси трубы.
Трубогибы. Планировка помещений и проложенные коммуникации часто требуют выполнить на трубе изгиб. Конечно, в линейках фитингов для труб есть специальные фасонные изделия для этих целей — уголки, обводы и т. д. Но часто удобнее согнуть саму трубу, придав ей нужную форму.
Трубы, выполненные из меди, сшитого или термостойкого полиэтилена, а также металлополимерные трубы достаточно хорошо гнутся. При желании согнуть трубу малого диаметра можно и руками, но такой подход сопряжён с риском. В момент сгибания труба испытывает сильное напряжение в точке сгиба, которое способно привести к опасной деформации стенок или даже к разрушению. Чтобы избежать этого, нужно равномерно распределить напряжение по сгибаемому участку трубы. Для этих целей разработаны разнообразные инструменты, различающиеся конструкциями и принципами действия.
Пружинный трубогиб представляет собой длинную пружину, которая при сгибании сохраняет свой диаметр и защищает трубы от заломов. Пружины бывают двух видов — внутренние (вставляются внутрь трубы) и наружные (трубу помещают внутрь пружины). Для каждого диаметра трубы нужны свои пружины. Форму трубогиба часто адаптируют для удобства работы.
У наружных пружинных трубогибов с одного конца имеется воронка — в неё легче вставить трубу. У внутренних, наоборот, конец пружины может быть зауженным, а с другой стороны обычно предусматривают петлю, чтобы, потянув за неё, можно было извлечь пружину. В любом случае, с внутренней или внешней пружиной, гнуть трубу придётся руками. Так что метод хорош для труб малых диаметров, но для больших он может оказаться слишком трудоёмким и физически тяжёлым.
Другой тип трубогибов — рычажные, в них для снижения нагрузки при сгибании трубы используются рукояткирычаги. Трубу укладывают в жёлоб гибочного сегмента (башмака) и фиксируют упором. При повороте рычага труба изгибается по форме башмака, в результате получается аккуратный сгиб без повреждений материала. Такую технологию гибки часто называют методом скольжения. У простой модели рычажного трубогиба обычно один несъёмный башмак, рассчитанный работу с трубой только определённого диаметра. Чтобы согнуть трубу другого диаметра, понадобится второй инструмент. Отдельные модели на рынке позволяют при помощи одного инструмента гнуть трубы разных диаметров. Так, у ряда компаний (например, Ridgid, Rothenberger, «Зубр») есть трубогибы с башмаками, в которых сформированы три жёлоба. Соответственно, такой инструмент может сгибать трубы трёх разных диаметров. Наконец, существуют трубогибы с возможностью менять гибочный сегмент и упор под определённый диаметр и радиус гибки, а также для различных видов труб. В зависимости от конструкции, рычажные трубогибы позволяют сгибать трубы до 90 или до 180 градусов. Часто на инструмент наносят шкалу с отметками угла поворота. Кроме рычажных ручных моделей, также существуют электрические трубогибы с данным принципом гибки (есть, к примеру, у Rems, Rothenberger).
Ещё одна популярная конструкция трубогибов — так называемые арбалетные модели. Действительно, внешне они напоминают арбалет: спереди дугообразный башмак с упорами, за ним — рукоятка. Обычно трубогиб снабжён храповым механизмом, поэтому приводится в действие буквально одной рукой. Инструменту не нужны длинные рычаги, он компактен, а сменные гибочные сегменты в комплекте делают его более универсальным. Как правило, арбалетные трубогибы формируют изгиб до 90 градусов.
Существуют также гидравлические трубогибы. Их конструкция напоминает арбалетные модели, но вместо ручного храпового механизма в них используется гидравлический привод. Благодаря ему можно без приложения значительных физических усилий гнуть даже стальные трубы. Правда, гидравлический инструмент — более тяжёлое и дорогое оборудование, чем арбалетные или рычажные инструменты.
Наименьшие трудозатраты при высокой скорости работы обеспечивают электрические трубогибы. Хотя их стоимость значительно выше, чем у ручных моделей, они более удобны при больших объёмах работ. Они не требуют от монтажника физического усилия, компактны, позволяют гнуть трубы разных диаметров (комплектуются сменными гибочными сегментами). На рынке есть модели как с сетевым питанием (в линейках Rems, Rothenberger, Virax), так и аккумуляторным (Rems).
АРЕНДА ИНСТРУМЕНТА
Многие технологии соединения труб требуют использования специального инструмента. Зачастую это дорогостоящее оборудование, покупка которого оправдана при частых и больших объёмах монтажных работ, но нерациональна при разовых случаях монтажа небольших сегментов водопровода (например, монтажа труб в одной квартире). В этих условиях образовался и активно развивается рынок услуг аренды инструмента. Чаще всего его сдают в аренду посуточно под денежный залог.
Распространены услуги аренды радиального пресс-инструмента (удобное решение, когда нужно быстро обжать фитинги на уже собранном трубопроводе) — как ручного, так и электрического, инструмента для аксиальных пресс-соединений (расширителей и аксиального прессинструмента), сварочных аппаратов для соединения полипропиленовых труб, резьбонарезного инструмента (ручных и электрических клуппов), трубогибов и труборезов и т. д.