- да, регулярно устраивает ...-50%
- иногда, когда это необходимо...-33.3%

Технологические особенности сварки оцинкованных труб

Срок службы стальной трубы возрастает на порядок, если ее покрыть защитным слоем цинка. Однако процесс сварки оцинкованных труб имеет свои технологические особенности, несоблюдение которых приводит к быстрому износу трубы в месте стыка и угрожает здоровью сварщика.
Существует несколько способов безопасной и качественной сварки оцинкованного металла. Выбор конкретной технологии зависит от локации работ, квалификации сварщика и наличия определенного сварочного оборудования.

Проблемы соединения цинковых труб с помощью сварки
Есть три стороны проблемы сварки оцинкованного металла. Первая состоит в том, что цинк при попадании в дыхательные пути рабочего может вызвать остановку дыхания. Температура сваривания стали колеблется около 1200 градусов. При этом цинковое покрытие начинает испаряться уже при температуре чуть выше 900 градусов.
Обратите внимание! Сварочные работы оцинкованных материалов требуется проводить в специальной защитной одежде: респиратор, сварочная маска и теплоизоляционные перчатки.
Если сварочные работы проводят в закрытом помещении, то необходимо обеспечить эффективную вентиляцию.
Вторая проблема в том, что присутствие расплавленного цинка ухудшает качество стыка. Оцинковка смешивается с основным сплавом, встраиваясь в кристаллическую решетку и ослабляя ее. Интенсивное испарение цинкового покрытия становится причиной образования пузырей, полостей, неоднородности сварочного шва.
Казалось бы, что удалив оцинковку в месте стыка, можно безопасно и качественно соединить трубы. Однако здесь кроется третья проблема – локальное удаление оцинковки приводит к быстрому износу коммуникаций в месте стыка.
Технологии выполнения сварки для оцинкованных изделий
Технологи предлагают несколько путей решения проблемы сварки оцинкованных труб:
- предварительное удаление защитного покрытия с последующим его восстановлением;
- снижение температуры сварки;
- сокращение времени сварочных работ;
- предотвращение испарения цинка использованием флюса.
Зачистку зоны проведения работ проводят либо механическим способом, либо химическим. В первом случае используют болгарку с металлической щеткой или абразивный круг. Здесь трудно контролировать локальность удаления защиты. Химическое удаление оцинковки проводят обработкой места стыка раствором соляной кислоты. Ее наносят аккуратно, небольшими порциями, без повреждения основного металла.
Выбор электродов
Процесс сварки оцинкованных труб мало отличается от сварки черного металла. Технологическая особенность работ заключается в сокращении времени сварки при одновременном увеличении силы тока процесса. Достичь этого позволяют электроды с рутиловым покрытием.

Рутиловые электроды
Рутиловые электроды – это электроды, покрытие которых состоит из оксида титана с примесями алюмосиликатов и карбонатов.
Обратите внимание! Сварочные работы рутиловыми электродами можно начинать только после их предварительного прогревания при температуре в 200 градусов и суточной выдержки после.
Преимущества электродов с рутиловым покрытием:
- наличие оксида титана облегчает процесс зажигания электрода в начале работы или при его затухании в процессе работы;
- характеристика сварочной дуги позволяют получить качественный шов, без непровара, трещин, с высокой устойчивостью к износу;
- минимальное разбрызгивание металла уменьшает потери расплавленного металла.
Наличие железного порошка в рутиловом покрытии снижает уровень легирования стали, что повышает прочность полученного соединения.
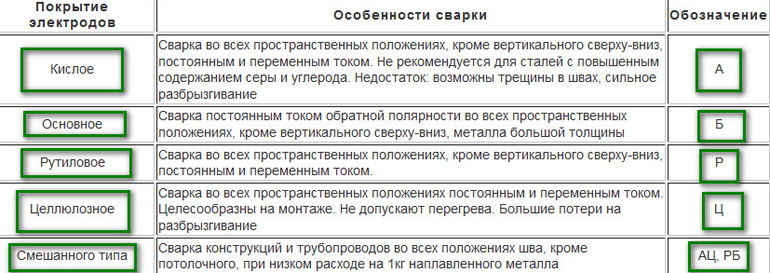
Расшифровка и обозначение электродов
Основные электроды
Электроды с основным покрытие используют для сварки толстостенных труб из низколегированной стали. Порошковое покрытие здесь имеет сложный состав из ферросплавов, фторида кальция, соединений магния.
Процесс варки сопровождается выделением окислов углерода, которые защищают расплавленный металл от разрушающего воздействия кислорода воздуха и водорода.
Технология электродуговой сварки оцинкованных труб
Кроме правильного выбора типа электродов, на качество шва влияет квалификация сварщика. Процесс требует аккуратной, но быстрой работы. При замедлении процесса легко прожечь соединение насквозь. При быстром ведении электрода шов получается с непроварами.
К таким же дефектам стыка приводит неправильный выбор диаметра электродов. Мощность электрической дуги напрямую зависит от толщины проволоки электрода. Для труб со стенкой в 1,5-3 мм оптимальным диаметром будет проволока в 2-3 мм.
Обратите внимание! Оптимальную скорость сваривания оцинкованных труб не устанавливают распоряжением. Квалифицированный сварщик приобретает навыки ведения электрода опытным путем.
Особенности соединения оцинкованных труб сварным методом:
- Тонкостенные трубы соединяют без предварительной обработки торцов.
- Для соединения толстостенных труб потребуется предварительно снять фаску. Делать это нужно частично, без образования острого края. Частичный скос кромки при соединении торцов встык должен обеспечить образование канавки, которая и заполняется при сварке.
- Электроды подбирают по толщине стенки трубы. Номер газовой горелки для оцинковки выбирают на два размера меньше, чем при сварке черного металла.
- В процессе пайки без удаления цинкового слоя следует следить за тем, чтобы напыление не «кипело».
- При работе горелкой пламя направляют на припой, а не на трубы.
- После сварки излишки флюса удаляют.
Попадание флюса внутрь трубы при работе на водопроводных коммуникациях безопасно для человека, поскольку он легко вымывается водой и не ядовит.
Газосварка оцинковки
Сварку оцинкованных труб без нарушения защитного покрытия осуществляют газовой горелкой с использованием флюса «HLS-B». Его наносят на торцы труб для понижения температуры нагрева цинкового слоя. В результате цинк не испаряется в процессе, а расплавляется под флюсом, оставаясь на поверхности трубы.
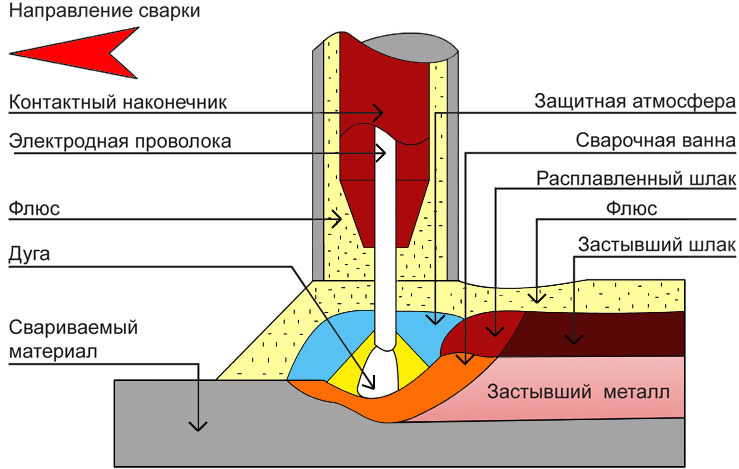
Кромка трубы нуждается в предварительном очищении и обезжиривании. Торцы труб прогревают на расстояние до 30 см от края. Флюс наносят на расстоянии в 2 см от торца трубы толстым слоем. Начальная его консистенция – густая паста. Нагревом его доводят до полужидкой консистенции. Определить готовность флюса к началу работ позволяет изменение его цвета.
Обратите внимание! Флюс при нагревании сначала приобретает желтоватый оттенок, затем становится молочно-белым. Начинать сварку следует после того, как флюс станет прозрачным и гелеобразным.
Нанесение защитного покрытия
Восстановление оцинковки в условиях заводского цеха проводят катодным напылением. Процесс имеет электрохимическую природу, а потому неприменим в полевых условия. При монтаже бытовых коммуникаций альтернативной защитой служит покраска труб. Покрытие требует постоянного контроля и обновления при ржавлении труб.
Более стойкий защитный эффект оказывает краска с содержанием цинковой пыли более 90%. Наносят ее с помощью обыкновенной кисти. Существует способ восстановить цинковое покрытие наплавлением на поверхность стыка химически чистой цинковой проволоки.
По материалам иформационного сайта "ЭНЦИКЛОПЕДИЯ ТРУБ" (infotruby.ru)