посл. Гранд Унив...
посл. ООО "Промп...
- да, регулярно устраивает ...-50%
- иногда, когда это необходимо...-33.3%

Водопровод из металлических труб

При организации водоснабжения дома неизбежно встает вопрос о выборе материала коммуникаций. Если вы остановили свой выбор на металлических трубах, то вам, возможно, будет интересна данная статья.

Водопроводная сеть состоит из труб, фасонных частей, арматуры и колодцев. Наружные водопроводные сети прокладывают металлическими (стальными, чугунными), асбестоцементными или полимерными трубами. По экономическим и эксплуатационным характеристикам материал для труб водоснабжения подбирают в зависимости от назначения водопровода, рабочего давления, диаметра трубопроводов и характера грунтов.
Чугунные водонапорные трубы с чугунными фасонными частями прокладывают диаметром 50 мм и выше. Чугунные трубы могут быть обычными, рассчитанными на рабочее давление до 10 кг/см2, и усиленными, рассчитанными на давление до 16 кг/см2. Чугунные трубы при изготовлении покрывают горячим асфальтовым лаком, что делает их поверхность гладкой и защищает от коррозии.
Соединение чугунных труб осуществляют путем их сдавливания и чеканкой стыков асбоцементом, цементом, сернистыми сплавами или свинцом. Раструбный стык состоит из водонепроницаемого уплотнения из асбоцемента и просмоленного каната и замка, который удерживает уплотняющий материал в раструбе (рис. 1).

Пеньковая прядь, которую используют для чеканки трубных раструбов, должна быть просмолена и очищена от загрязнений. До введения в раструбную щель пенковую прядь скручивают в жгут такого диаметра, чтобы он плотно входил в щель раструба. Если для чеканки применяется смоляной канат, то его расплетают на отдельные стренги, которые затем скручивают в жгут нужной толщины. При конопатке отдельными жгутами на один слой необходимо, чтобы концы жгутов не перекрывали друг друга, а располагались вразбежку и не создавали местных утолщений. Введенные в раструбную щель жгуты уплотняют сильными ударами молотка по конопатке. Достаточность уплотнения каждого слоя жгута в раструбной щели определяется по характерному отскоку металлической конопатки при ударе по ней молотком. Оставшееся кольцевое пространство в раструбе чеканят асбестоцементом, цементом, свинцом или заливают сплавом серы. Для соединения труб на поворотах и ответвлениях водопроводной сети применяют специальные чугунные фасонные части — отводы, тройники, крестовины, переходники и т.п. Для стыков применяют портландцемент марки 300-400, просеянный.
Асбестоцементные стыки имеют более высокие технические качества по сравнению с цементными стыками. Они пластичны и допускают прогиб в 1 градус до появления утечки в стыке и более стойки против коррозийного действия агрессивных вод и грунтов. Наибольшую прочность и эластичность имеют свинцовые стыки. Они выдерживают давление 15-30 кг/см2, но в связи с их высокой себестоимостью применяются только на самых ответственных участках водопроводной сети. Повысить гибкость стыкового соединения чугунных труб можно применением резинового кольца вместо пеньковой пряди (рис. 2).

Для соединения раструбных труб могут использоваться резиновые уплотнительные кольца, выпускаемые для асбестоцементных труб. Резиновые кольца, защемленные в раструбной щели, обеспечивают абсолютную герметичность соединения.
Процесс уплотнения происходит следующим образом. На гладкий конец трубы, перед введением его в раструб, надевают два резиновых кольца (рис. 3), затем трубу центрируют по раструбу и проталкивают вглубь его до соприкосновения со вкладышем-ограничителем, который обеспечивает необходимый зазор.
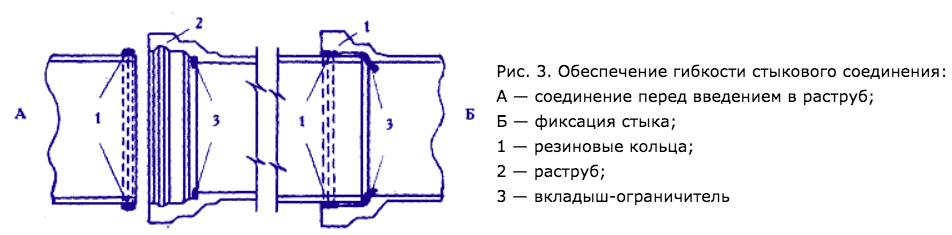
Резиновые кольца при этом увлекаются гладким концом трубы в раструбную щель и располагаются в раструбной выкружке. Перед соединением кольца смачивают водой, что облегчает их введение в раструб.
Для соединения и ответвления чугунных труб промышленность выпускает большую номенклатуру фасонных частей (рис. 4).

Стальные трубы
Стальные трубы в наружных водопроводных сетях применяют редко из-за их низкой коррозийной стойкости. Чаще всего стальные водоводы применяют в местах с высоким рабочим давлением с возможными динамическими нагрузками и гидравлическими ударами, в сейсмических регионах или в местах, где возможны подвижки грунта.
В водопроводных сетях используют следующие виды стальных труб:
— стальные сварные водо-газопроводные (газовые) трубы диаметром от 6 до 150 мм;
— стальные бесшовные нефте— газо-водопроводные (горячекатаные) трубы с толщиной стенок от 4 до 9 мм. Этот тип труб рассчитан на рабочее давление до 16 кг/см2;
— стальные тонкостенные трубы со спиральным швом, применение которых диктуется экономическими соображениями. Несмотря на то, что трубы имеют тонкую стенку, они прочнее, чем трубы с продольным швом. Меняя угол наклона сварного шва, с одной и той же полосы металла получают трубы различного диаметра.
Стальные трубы, которые прокладывают в земле, соединяют преимущественно электросварочным швом, а при прокладке в тоннелях и колодцах соединяют на фланцах. Фланцы приваривают к концам труб перед монтажом трубопроводов электродуговой сваркой. Обычно отдельные трубы сваривают в секции, которые в свою очередь сваривают в плети. Длина секции диктуется в зависимости от веса соединяемых труб и учета способа их поворота. Соединение отдельных секций может производиться на бровке траншеи и непосредственно в траншее.
Хорошая подготовка кромок труб к сварке имеет большое значение для прочности сварных соединений. Места сварки должны быть очищены от ржавчины, грязи и окалины до металлического блеска. При недостаточной очистке кромок расплавленный металл стыка загрязняется и получается хрупким, пористым и со свищами. Свариваемые кромки труб следует зачищать не ранее чем за 4 часа до сварки. Концы свариваемых труб должны иметь правильную окружность. Небольшие вмятины и забоины, мешающие нормальному стыкованию, могут быть выправлены в горячем состоянии. При наличии больших забоин, а также вмятин с острыми углами концы труб приходится обрезать. Конструктивные элементы сварочного стыка показаны на рис. 5.
Перед сваркой труб надо предварительно проверить:
1) элиптичность концов;
2) перпендикулярность торцов труб;
3) разностенность концов труб в разных местах;
4) угол скоса кромок;
5) величину притупления кромок;
6) отсутствие внутренних загрязнений.

Перед сборкой трубы выравниваются в нитку, центрируются и прихватываются. При сборке электросварных труб их продольные швы должны быть смещены по отношению друг к другу в шахматном порядке таким образом, чтобы при укладке труб в траншею все продольные швы располагались наверху трубопровода и были доступны для осмотра. При ручной сварке количество слоев шва находится в зависимости от толщины стенки трубы.
Наложение первого шва производится в два приема на боковых участках трубы. При наложении первого слоя сварщик заваривает сначала две боковые четверти в направлении, указанном стрелками снизу вверх. После сварки боковых четвертей всей секции, ее переворачивают на 180° и сваривают оставшиеся две четверти стыка. Наложение второго слоя на оставшиеся две четверти окружности производится после поворота секции на 90°. Завершают сварку после поворота секции на 180°.
При наложении каждого последующего шва рекомендуется вести электрод в направлении, обратном тому, при котором сваривался предыдущий слой. При этом необходимо следить за тем, чтобы границы свариваемых участков отдельных слоев шва не совпадали, а перекрывались не менее чем на 50 мм.
Источник: agrovodcom.ru