- да, регулярно устраивает ...-54.5%
- иногда, когда это необходимо...-27.3%

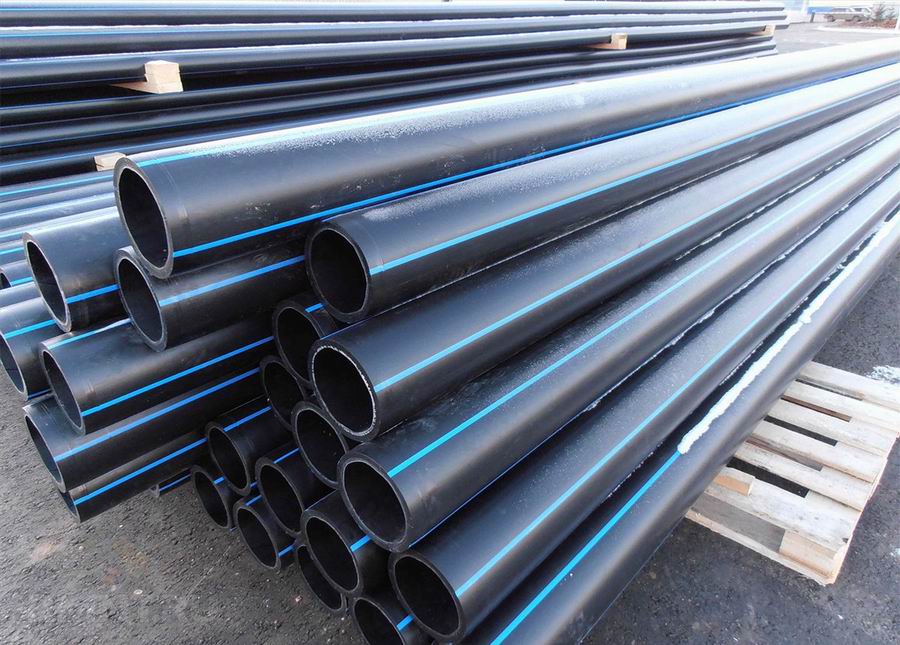
Трубы ПНД — описание и характеристики


Пластик в виде кухонного сифона для слива воды приступил к штурму коммуникаций в наших домах и квартирах примерно в 80-х, полностью вытеснив популярные ранее стальные и чугунные сифоны. В середине 90-х пластиковые трубы неожиданно стали водопроводными, привлекающими своей новизной, малым весом, ценой и абсолютной стойкостью к коррозии. Казалось бы, более чем за 15 лет присутствия на рынке России, полиэтиленовые трубы должны были стать привычными для домовладельцев, однако некоторые из них по-прежнему относятся к пластику в системе водоснабжения с недоверием и подозрительностью. Предлагаем исследовать характеристики полиэтилена низкого давления и труб, производимых из него.
История полиэтиленовых труб
Полиэтилен, как и другие виды пластика, был получен случайно. В 1898 году Ганс фон Пехманн, немецкий физик, проводил очередной этап исследований над полученным им четырьмя годами ранее диазометаном — довольно опасным веществом химического происхождения. После эксперимента с нагревом диазометана, фон Пехманн обнаружил на дне колбы белое, воскообразное вещество, оказавшееся полиэтиленом или, как назвал его химик, полиметиленом. В начале XX века промышленных потребностей в открытом фон Пехманном полиэтилене не было, поэтому о его создании забыли на 37 долгих лет.
После Первой мировой войны крупные промышленники занялись поиском новых материалов для изоляции электрокабелей, поручив их разработку химическим лабораториям. Действуя в рамках такого заказа, английские химики Реджинальд Гибсон и Эрик Фосетт в лаборатории химического концерна «Империя химической промышленности» (Imperial Chemical Industries) вновь открыли полиэтилен — поместив в барокамеру смесь этилена и бензальдегида, воздействуя на неё давлением в сотни атмосфер. Полученное белое, напоминающее воск вещество химики посчитали ошибкой при проведении эксперимента, тем более что повторное получение полиэтилена им не удалось — в ходе первого эксперимента в барокамеру случайно проник воздух, этого экспериментаторы не учли.

{kind=link}
Исследовав случайно полученное Гибсоном и Фосеттом вещество, химик Майкл Перрин, также работавший на концерн ICI, решил создать технологию, позволявшую получить полиэтилен в промышленных масштабах. Разработка технологии заняла у Перрина четыре года (он приступил к исследованиям полиэтилена в 1935 г.) и увенчалась успехом лишь в 1939 году — ICI получила в этом году патент на производство полиэтилена высокого давления (низкой плотности). Во время Второй мировой войны производство полиэтилена расширилось — этот пластик использовался для изоляции коаксиальных кабелей РЛС. С 1944 года полиэтиленовая упаковка стала пользоваться спросом в США у владельцев торговых сетей магазинов.
Полиэтилен высокого давления имел довольно высокую мягкость и пластичность, поэтому отлично подходил для производства упаковки под фасовку приобретённых покупателями продуктов. Однако он не годился для использования в коммуникационных сетях, транспортирующих тёплую воду — созданные из этого полимера экспериментальные трубы воду не пропускали, но не были способны удерживать газы, т. к. межмолекулярные связи в ПВД не достаточно прочны.

В 1951 году химики Пол Хоган и Роберт Банки, работавшие на корпорацию Phillips Petroleum, разработали катализатор полимеризации полиэтилена — триоксид хрома. В присутствии катализатора полиэтилен можно было получать при более умеренном давлении и температуре. Применение новых катализаторов в процессе производства гранул полиэтилена создало возможность создания пластиковых труб для снабжения холодной и тёплой водой, а также для канализационных коммуникаций. Двумя годами позже немецкий химик Карл Циглер создал каталитические системы на основе алюминийорганических соединений и титана галогениды, что позволило получить полиэтилен низкого давления (высокой плотности), отличающийся более высокой жёсткостью и прочностью, чем ПВД. В 70-х годах система катализаторов Циглера пополнилась новыми видами, позволившими, в том числе, производить широкий спектр полиэтиленовых смол.

Характеристики полиэтилена низкого давления
Этот полиэтилен производится по газофазной, суспензионной и растворной технологиям, полимеризация происходит под давлением от 1 до 5 кг/см2. Он имеет плотность свыше 0,941 г/см, довольно жёсткий и, вследствие кристалличной структуры, слабо прозрачный или непрозрачный. Благодаря слабой разветвлённости молекулярных связей межмолекулярные силы обеспечивают в полиэтилене низкого давления высокую прочность на разрыв. Температура плавления — порядка 130 °С, что на 20° выше, чем у ПВД, однако это придаёт полиэтилену стойкость к температуре нагрева при эксплуатации готовых изделий (около 121 °С).
По сравнению с полиэтиленом высокого давления, влаго- и газопроницаемость ПНД в 5 раз ниже, он обладает большей химической стойкостью к жирам и маслам. Как и ПВД, он подвержен растрескиванию, вызываемому воздействием окружающей среды, однако у высокомолекулярных марок полиэтилена низкой плотности этот недостаток отсутствует. В зависимости от марки, ПНД стоек к низким температурам от -50 °С и ниже.

Из полиэтилена высокого давления производится широкий спектр продукции — пакеты и упаковочная плёнка для торговых сетей, трубы, изоляция электрических кабелей высокого напряжения, различная сетка, баки и канистры, крышки для ПЭТ-бутылок, фурнитура для мебели, комплектующие для автомобилей, детские игрушки и игровые комплексы, мебель и т. д.
В России первичный полипропилен низкого давления производится на предприятиях ООО «Ставролен», ОАО «Казаньоргсинтез», завозится из Европы и Азии, вторичный (полученный из вторсырья) — выпускают ряд небольших производителей.

Характеристики труб ПНД
Плюсы полимерных труб низкого давления (высокой плотности):
- Имеют долгий срок службы — не менее 40 лет. Такой срок был изначально заложен ещё при их разработке в 50-х годах прошлого века.
- Не подвержены коррозионным и химическим воздействиям, т. е. не требуют возобновляемой катодной защиты при укладке в грунт, т. е. не нуждаются в обслуживании.
- При равных характеристиках стоимость полиэтиленовых труб ниже, чем стальных.
- Ввиду неизменной гладкости внутренних поверхностей на них не отлагаются накипь и ил, соответственно, внутренний диаметр не меняется в течение всего срока эксплуатации.
- Обладают низкой теплопроводностью — их теплопотери и степень образования конденсата на наружной поверхности крайне малы.
- В случае замерзания жидкости внутри трубы ПНД разрушение конструкции не произойдёт, т. к. диаметр трубы увеличится под диаметр замёрзшей жидкости (на 5–7% от исходного) и вернётся к прежнему после оттаивания транспортируемой жидкости.
- Масса труб в 6 раз ниже веса стальных труб аналогичного диаметра и предельного рабочего давления, что значительно облегчает транспортировку и монтаж.
- Высокая стойкость к гидроударам, обеспечиваемая низким модулем упругости труб ПНД.
- Производить сварку труб из полиэтилена намного проще, быстрее и дешевле, чем стальных. Кроме того, сварные соединения труб ПНД не утрачивают надёжности со временем.
- Полная экологическая безопасность, благодаря чему полиэтиленовые трубы разрешены к использованию в трубопроводах, снабжающих население питьевой водой.

Минусы полиэтиленовых труб:
- Ограничения по температуре транспортируемой жидкости, что затрудняет их использование в системах отопления и горячего водоснабжения.
- Специфическая технология проведения работ по монтажу.
- По сравнению с ними стальные и чугунные трубы обладают более высокими механическими характеристиками. Срок эксплуатации полимерных труб, уложенных в грунт, зависит от типа местного грунта (его подвижности).
- Их эксплуатационные характеристики снижаются под воздействием ультрафиолета (степень стойкости к ультрафиолету зависит от катализаторов, применённых в процессе производства исходного сырья — гранул ПНД).

Технология производства труб ПНД
Линия по производству полиэтиленовых труб размещается на относительно небольшой территории — около 100 м2.
Гранулы ПНД определённой марки засыпаются в бункер экструдера, подвергаются нагреву до температуры расплава и пластифицируются. Расплавленный полиэтилен поступает к прямоточной головке экструдера, проходя на её входе через фильтрующие сетки и решётку, на которой установлен дорн (коническая насадка обтекаемой формы). Расплавленный полиэтилен пропорционально обволакивает дорн и следует к матрице будущей трубы, где принимает форму трубы заданного диаметра. В корпус дорна встроено сопло для подачи сжатого воздуха, охлаждающего стенки полиэтиленовой трубы на выходе из матрицы.

Отверждённая труба вытягивается из экструдера при помощи особого устройства, диаметр захвата которого соответствует диаметру трубы. Вытяжное устройство проводит трубу через охлаждающую установку, где её полотно обдаётся потоками воды из форсунок.
Контроль за толщиной стенок и отсутствием искажений геометрической формы трубы ведёт бесконтактное измерительное устройство. Следом за ним расположено устройство маркировки, наносящее на корпус трубы ПНД соответствующую маркировку путём тиснения или печати.
Если производится труба, диаметр которой превышает 125 мм, то после маркировки её нарезают отрезками необходимой длины, используя подвижную гильотинную или дисковую пилу, следующую вдоль полотна трубы со скоростью её вытягивания из экструдера. Трубы меньшего диаметра собираются тянуще-наматывающим устройством в бухты.

Помимо конструкционных характеристик головки экструдера, на качественные характеристики полиэтиленовой трубы влияют температура расплава, скорость его течения и вытяжки. В процессе течения молекулы расплавленного ПНД проходят ориентацию, влияющую на осевую усадку трубы после выхода из экструдера, а также на анизотропию (наличие шероховатостей на поверхности готовой трубы). Степень осевой усадки полиэтиленовой трубы зависит также от скорости её вытягивания — если она выше, чем скорость движения расплава на выходе, то осевая усадка и истончение стенок повышаются.
Интенсивность подачи сжатого воздуха (калибрование давлением) зависит от диаметра, толщины стенки трубы, от характеристик данной марки полимера и температуры его расплава в экструдере. Калибрование давлением воздуха регулируется при выходе первой партии трубы из экструдера путём экспериментальной настройки. Если давление воздуха будет недостаточным, то на стенках трубы образуется заметная рябь, если чрезмерным — возрастающее трение вызовет множественные микротрещины, что значительно понизит прочность стенок трубы.
Фитинги для полиэтиленовых труб
Для соединения труб ПНД используются три типа фитингов — для стыковой сварки (без использования электрической спирали), для электросварки и компрессионные фитинги.
Фитинги для стыковой сварки (спиготы) позволяют сваривать между собой трубы встык. Сварка встык производится в следующей последовательности: оплавление торцов труб и фитингов; прогрев свариваемых участков электронагревательным прибором до состояния вязкой текучести; удалением нагревательного устройства и соединение свариваемых деталей между собой под давлением. Важно как можно быстрее соединить фитинг и трубу между собой после удаления прибора нагрева, не допуская охлаждения пластика. Также для обеспечения прочного и надежного шва необходимо полностью исключить вероятность проникновения в шов частиц пыли.

Предназначенные для электросварки фитинги ПНД снабжаются закладными нагревателями из проволоки (электрическими резисторами) — при подводе к проволоке электротока её нагрев вызывает оплавление полимера в участках стыка. После соединения фитинга и трубы подача напряжения прекращается и образуется соединение с высокой герметичностью. Электросварные фитинги ввариваются в полимерные трубы с помощью особых сварочных аппаратов, позволяющих настроить режим сварки согласно размерам трубы и фитинга, который необходимо врезать в неё. Данный метод сварки особенно удобен при ремонте труднодоступных участков трубопровода.

Построение пластикового трубопровода при помощи компрессионных фитингов отличается наибольшей простотой, т. к. не требует какой-либо дополнительной подготовки труб ПНД. Компрессионные фитинги соединяются с трубами без разбора на составляющие их детали — резиновый уплотнитель сжимается запрессовывающей втулкой в том положении, в котором необходимо с одновременным ограничением сжатия, препятствуя тем самым деформациям труб, а зажимное кольцо особой конструкции не позволит ослабить соединение. Монтаж трубопровода при помощи соединения компрессионных фитингов может быть произведён в любое время года, в том числе при отрицательных температурах, при этом весь объём работ доступен к выполнению человеком без специальной подготовки.

Категории трубопроводной арматуры