посл. Гранд Унив...
посл. ООО "Промп...
- да, регулярно устраивает ...-50%
- иногда, когда это необходимо...-33.3%

Межгосударственный стандарт. Арматура трубопроводная.

Краны шаровые стальные цельносварные для водяных тепловых сетей.
 Общие технические условия
Общие технические условия
1. Область применения
Настоящий стандарт распространяется на шаровые краны стальные цельносварные (далее — краны) с плавающей пробкой, применяемые в качестве запорной арматуры для водяных тепловых сетей с ручным и механизированными приводами.
Настоящий стандарт устанавливает требования к конструкции, материалам, изготовлению, комплектности поставки, маркировке и упаковке кранов, правилам приемки, методам контроля и испытаний, показателям надежности, показателям безопасности, стойкости к внешним воздействиям.
3. Термины, определения, сокращения и обозначения
3.1. В настоящем стандарте применены термины по ГОСТ 24856, ГОСТ 27.002, ГОСТ 16504, ГОСТ 18322, ГОСТ 24054, ГОСТ 246421), а также следующие термины с соответствующими определениями:
3.1.1. Сервисный шаровой кран (кран для спуска воздуха): шаровой кран, обеспечивающий безопасное стравливание воздуха из тепловой сети в местах расположения наивысших точек системы.
3.1.2. Тепловая сеть: совокупность устройств (включая центральные тепловые пункты, насосные станции), предназначенных для передачи тепловой энергии теплоносителя от источников до теплопотребляющих установок.
3.2. В настоящем стандарте применены следующие сокращения:
ЗИП — запасные части, инструмент и принадлежности;
ЗЭл — запирающий элемент;
КД — конструкторская документация;
НД — нормативная документация (документы по стандартизации);
ОТК — отдел технического контроля;
ПМ — программа и методика испытаний арматуры;
П/П— полнопроходной кран;
Н/П — неполнопроходной кран;
ПС — паспорт; ППУ — пенополиуретан;
РЭ — руководство по эксплуатации;
ТЗ — техническое задание;
ТУ — технические условия;
ЭД — эксплуатационные документы.
3.3. В настоящем стандарте применены следующие обозначения:
DN — номинальный диаметр;
Dэф — эффективный диаметр;
РN — номинальное давление;
Рпр — пробное давление;
Рр — рабочее давление;
Ra — характеристика шероховатости поверхности;
tm — минимальная толщина стенки корпуса;
ζ — коэффициент сопротивления.
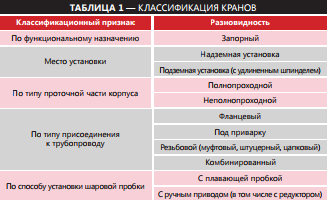
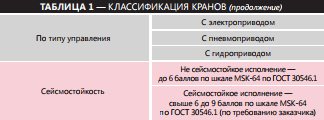
4. Классификация
4.1. Классификация кранов приведена в таблице 1.
5. Технические требования
5.1. ОБЩИЕ ТРЕБОВАНИЯ
5.1.1. Краны должны соответствовать требованиям настоящего стандарта, ГОСТ 21345 (в части, не противоречащей требованиям настоящего стандарта), КД, ТУ и требованиям заказчика к системам, в которых краны устанавливают.
5.1.2. Номенклатура основных технических характеристик кранов приведена в таблице 2 и должна быть указана в ТУ и ЭД.
5.1.3. Требования к разработке и постановке на производство кранов — по ГОСТ 15.0012).
5.1.4. Рабочая среда – теплосетевая вода. Характеристика рабочей среды приведена в приложении А.
5.1.5. Материал основных деталей указывают в ТУ и ЭД.
5.1.6. При заказе кранов следует указать основные классификационные признаки (в соответствии с таблицей 1), основные параметры и размеры (в соответствии с таблицей 2), наличие наружного антикоррозионного покрытия, требования по стойкости к внешним воздействиям и другие требования, обеспечивающие безопасность эксплуатации.
5.1.7. Краны, поставляемые на экспорт, в том числе в страны с тропическим климатом, дополнительно должны соответствовать требованиям ГОСТ 26304.
 5.2. ТРЕБОВАНИЯ К КОНСТРУКЦИИ
5.2. ТРЕБОВАНИЯ К КОНСТРУКЦИИ
5.2.1. Материал деталей и сварных швов кранов, работающих под давлением среды, должен быть прочным и плотным.
5.2.2. Прочность основных деталей подтверждают расчетом и испытаниями при давлении Рпр.
5.2.3. Расчеты выполняют в соответствии с требованиями норм расчета на прочность (например, по [1], [2], [3], [4], [5], [6]). В расчетах используют общеинженерные или специальные методики и/или компьютерные программы расчета. При прочностном расчете следует учитывать прибавку к расчетным толщинам стенок для компенсации коррозии в течение срока службы. Уровень агрессивности рабочей среды приведен в таблице 3 (на основании [7]).
5.2.4. Краны должны быть герметичны относительно внешней среды при указанном в КД методе контроля.
5.2.5. Корпус крана изготавливают штампосварным методом из трубной заготовки. Конструкция крана неразъемная.
Принципиальная схема цельносварного шарового крана с плавающей пробкой приведена на рисунке 1.
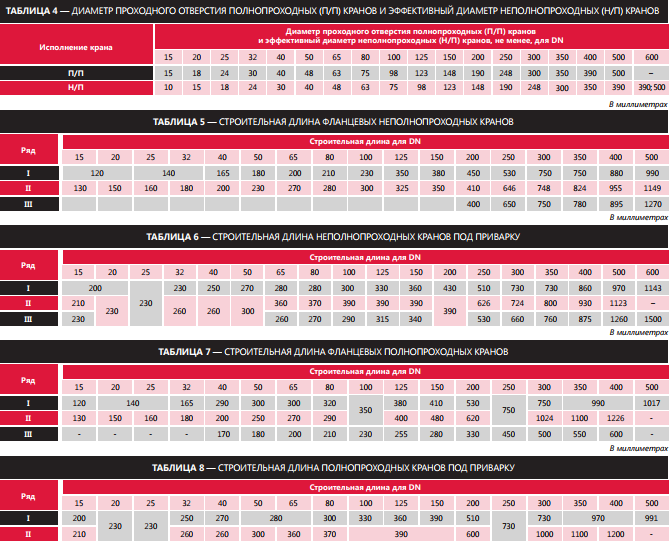
5.2.6. Диаметры проходного отверстия полнопроходных кранов и эффективные диаметры неполнопроходных кранов рекомендуется принимать по таблице 4.
5.2.7. Строительные длины кранов.
5.2.7.1. Строительные длины кранов фланцевых и под приварку — в соответствии с таблицами 5–8.
5.2.7.2. Строительные длины кранов с муфтовым, цапковым, штуцерным, комбинированным типом присоединения к трубопроводу — по ТУ на краны.
5.2.7.3. Допускается строительные длины кранов подземного исполнения (с удлиненным шпинделем) выполнять по ТУ либо по согласованию с заказчиком.
5.2.7.4 Предельные отклонения размеров строительных длин кранов должны соответствовать ГОСТ 28908.
5.2.8. Присоединение к трубопроводу сервисного шарового крана, используемого для спуска воздуха — комбинированное (в комбинации «муфта – приварка» или «приварка – фланец»).
5.2.9. Уплотнение фланца корпуса крана с ответным фланцем трубопровода — прокладками, предусмотренными ГОСТ 33259.
5.2.10. Усилия на рукоятке крана с ручным управлением и маховике редуктора или ручного дублера привода не должны превышать установленные ГОСТ 12.2.063.
5.2.11. Краны с ручным управлением, с редуктором или с ручным дублером привода закрывают вращением рукоятки (маховика редуктора или ручного дублера) по часовой стрелке.
На рукоятке или маховике должна быть нанесена маркировка направлений «открыть» («О») и «закрыть» («З»).
5.2.12. Конструкция приводов кранов должна иметь местный указатель положения ЗЭл.
5.2.13. Для полностью открытого и полностью закрытого положений крана должны быть предусмотрены ограничители поворота пробки.
5.2.14. Расположение рукоятки проходного крана должно соответствовать направлению проходного отверстия шаровой пробки.
5.2.15. Перемещение ЗЭл должно осуществляться плавно, без рывков и заеданий.
5.2.16. Наружный диаметр патрубков (D) и толщина стенки патрубков (t) кранов с концами под приварку (см. рисунок 1) приведены в таблице 9. Толщина стенки корпуса крана должна быть не менее толщины стенки патрубков. Предельные отклонения диаметров и толщин в соответствии с НД на трубный сортамент, применяемый при изготовлении КШ. В случае применения сортамента с большими толщинами стенки производится проточка присоединительного торца в соответствии с требованиями заказчика.
5.2.17. Высота горловины и рукоятки должны обеспечивать возможность управления краном при установке изоляции по ГОСТ 30732 либо по согласованию с заказчиком.
5.2.18. Кран должен быть работоспособен во всем диапазоне рабочих температур и давлений с учетом агрессивности рабочей среды и других условий эксплуатации (внешние воздействия и климатические факторы). Система уплотнения шаровой пробки должна компенсировать температурные изменения размеров деталей крана и обеспечивать стабильное прижатие уплотнителей во всем диапазоне рабочих температур и давлений, а также быть защищена от потери жесткости в условиях агрессивного воздействия рабочей среды в течение всего срока эксплуатации.
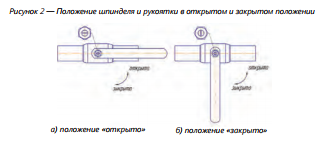
5.2.19. Шпиндель крана должен иметь конструкцию, препятствующую его вырыванию из корпуса и не требующую подтяжки его уплотнения во всем диапазоне рабочих температур и давлений. Верхний торец шпинделя должен иметь риску, соответствующую расположению проходного отверстия шаровой пробки в соответствии с рисунком 2.
5.2.20. Рукоятка крана должна устанавливаться параллельно оси трубопровода в положении «открыто» и перпендикулярно оси трубопровода в положении «закрыто» (см. рисунок 2). Другие варианты установки рукоятки не допускаются.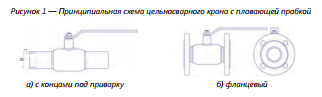
5.2.21. Рукоятка крана должна крепиться к шпинделю так, чтобы обеспечивать возможность ее съема и замены при необходимости без оказания ударных воздействий на шпиндель, с использованием общедоступного инструмента.
Рукоятка должна иметь наконечник обеспечивающий безопасное управление краном.
5.2.22. Максимально допустимые угловые люфты между шпинделем и шаровой пробкой – ±1º.
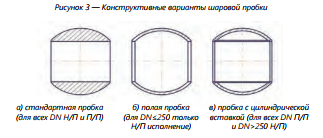
5.2.23. Конструктивные варианты изготовления шаровой пробки приведены на рисунке 3. Шаровая пробка с цилиндрической вставкой, равной Dэф, имеет технологические отверстия для уравнивания давления.
5.2.24. Разделка патрубков кранов под приварку встык — по ГОСТ 16037, ГОСТ 33259 или КД (допускается — по [8]).
5.2.25. Приварка плоских фланцев или приварных встык для фланцевых кранов — по КД с учетом ГОСТ 33259. Сварка и контроль качества сварных соединений — по ГОСТ 33857 или КД.
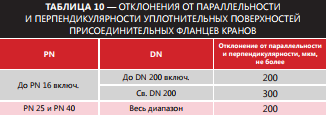
 5.2.26. Отклонения от параллельности и перпендикулярности уплотнительных поверхностей присоединительных фланцев кранов на каждые 100 мм диаметра не должны превышать значений, приведенных в таблице 10.
5.2.26. Отклонения от параллельности и перпендикулярности уплотнительных поверхностей присоединительных фланцев кранов на каждые 100 мм диаметра не должны превышать значений, приведенных в таблице 10.
5.2.27. Муфты кранов должны иметь граненое или круглое сечение и выступать за границы корпуса на расстояние, необходимое для захвата инструментом.
5.2.28. Ось горловины крана по отношению к центральной оси корпуса должна составлять угол 90º ± 1º.
5.2.29. Сервисные краны (для спуска воздуха) снабжают элементом, предотвращающим выброс рабочей среды под давлением в окружающую среду, позволяющим безопасно стравливать воздух из системы.
5.2.30. Для кранов массой более 20 кг в КД предусматривают места строповки или специальные строповочные устройства. Места строповки и порядок строповки указывают в КД и ЭД на конкретные краны. Грузоподъемность каждого строповочного устройства должна быть не меньше силы, действующей при минимальном количестве строповочных устройств, одновременно участвующих в подъеме крана.
5.2.31. В кранах с электроприводом при прекращении энергопитания управление (открытие или закрытие) осуществляют ручным дублером. При восстановлении энергопитания положение ЗЭл не должно меняться. Для управления кранами применяют неполноповоротные электроприводы или многооборотные электроприводы с редуктором.
5.2.32. Присоединительные размеры кранов к приводам — по ГОСТ (проект «Арматура трубопроводная. Приводы вращательного действия. Присоединительные размеры»).
5.3. ПОКАЗАТЕЛИ НАДЕЖНОСТИ И ПОКАЗАТЕЛИ БЕЗОПАСНОСТИ
5.3.1. Краны относят к классу неремонтируемых изделий.
5.3.2. Перечень показателей надежности и показателей безопасности — по ГОСТ 12.2.063.
5.3.3. Перечень и количественные значения показателей надежности устанавливают следующими:
по долговечности:
1) средний срок службы до списания — не менее 30 лет;
2) средний ресурс до списания — не менее 10000 циклов;
по безотказности:
1) средняя наработка до отказа — не менее 5000 циклов.
По согласованию с заказчиком могут устанавливаться дополнительные показатели надежности в дополнение к представленным.
5.3.4. Для кранов, у которых возможны критические отказы, устанавливают показатели безопасности. Показатели безопасности устанавливают в дополнение к показателям надежности или вместо них. Перечень обязательных показателей безопасности приведен в таблице 11.
5.3.5. Перечень и количественные значения показателей надежности и показателей безопасности приводят в ТУ и ЭД.
5.3.6. Показатели надежности и показатели безопасности кранов обеспечивают:
- выбором материалов основных деталей и уплотнительных элементов в зависимости от параметров рабочей среды;
- полнотой научно-исследовательских и опытно-конструкторских работ;
- проведением комплекса необходимых расчетов и испытаний, основанных на верифицированных в установленном порядке методиках;
- установлением критериев предельных состояний;
- установлением назначенных сроков службы, назначенных ресурсов, сроков технического обслуживания;
- соблюдением указаний по эксплуатации кранов в соответствии с РЭ;
- ограничением в применении по параметрам эксплуатации.
5.3.7. Средний ресурс и назначенный ресурс в циклах подтверждают в ходе приемочных испытаний, если в КД и ПМ не указано иное.
Значения показателей надежности подтверждают при периодических испытаниях либо подконтрольной эксплуатацией, либо сбором информации об эксплуатационной надежности.
5.3.8. Перечень возможных отказов:
а) потеря герметичности крана относительно внешней среды по корпусным деталям: разрушение с выбросом рабочей среды в атмосферу — критический;
б) потеря герметичности крана по отношению к внешней среде по подвижному соединению: разрушение подвижного соединения — критический;
в) потеря герметичности в затворе — критический (может уточняться заказчиком при задании норм негерметичности);
г) невыполнение функции «открытие-закрытие» (увеличение крутящего момента для управления краном сверх допустимого) — критический.
5.3.9. Критерии предельных состояний кранов:
а) начальная стадия нарушения целостности корпусных деталей («потение», капельная течь);
б) изменение геометрических размеров и состояния поверхностей внутренних деталей, в том числе корпусных, влияющих на функционирование арматуры;
в) заклинивание подвижных частей (увеличение крутящего момента на закрытие или открытие кранов сверх допустимого);
г) возникновение трещин на основных деталях кранов;
д) наличие шума от протекания рабочей среды через затвор в положении «закрыто»;
е) превышение предельно допустимых дефектов металла корпусных деталей и сварных швов при сплошном контроле методами неразрушающего контроля.
5.3.10. При достижении предельных состояний и назначенных показателей эксплуатация кранов должна быть прекращена независимо от их технического состояния. Дальнейшая эксплуатация кранов возможна только по решению комиссии, проведшей экспертное обследование в установленном НД порядке.
 5.4. ТРЕБОВАНИЯ СТОЙКОСТИ К ВНЕШНИМ ВОЗДЕЙСТВИЯМ
5.4. ТРЕБОВАНИЯ СТОЙКОСТИ К ВНЕШНИМ ВОЗДЕЙСТВИЯМ
5.4.1. При наличии требований заказчика стойкость к внешним воз- действиям (сейсмостойкость, сейсмопрочность и др.) указывают в ТУ и ЭД.
5.4.2. Краны в сейсмостойком исполнении должны сохранять работоспособность, прочность, герметичность по отношению к внешней среде и в затворе во время и после сейсмического воздействия до значения, указанного при заказе (в баллах по шкале MSK-64), и соответствовать ГОСТ 30546.1. Сейсмостойкость подтверждают расчетами на сейсмопрочность и на работоспособность (оценка влияния сейсмических нагрузок на работу ЗЭл), а по требованию заказчика — дополнительно подтверждают испытаниями.
Расчетам и/или испытаниям на сейсмостойкость должно предшествовать определение собственной частоты колебаний крана.
Расчеты на сейсмопрочность выполняют в соответствии с требованиями норм расчета на прочность (например, [1], [2], [3], [4], [5], [6]). В расчетах используют общеинженерные или специальные методики и/или компьютерные программы расчета.
При проведении испытаний учитывают одновременное воздействие сейсмических ускорений в вертикальном и горизонтальном направлениях, а также расчетное давление.
5.4.3. Стойкость к другим видам внешних воздействий подтверждают расчетами и/или испытаниями по согласованию с заказчиком.
5.5. ТРЕБОВАНИЯ К СЫРЬЮ, МАТЕРИАЛАМ, ПОКУПНЫМ ИЗДЕЛИЯМ
5.5.1. При выборе материалов для деталей кранов обеспечивают их соответствие заданным условиям эксплуатации:
- расчетное давление;
- минимальная температура окружающей среды;
- максимальная температура рабочей среды;
- химический состав и свойства рабочей среды (коррозионная активность, наличие примесей, приводящих к эрозионному износу);
- параметры окружающей среды и внешних воздействий.
5.5.2. Металлы, применяемые для изготовления кранов, — по ГОСТ 33260:
- сталь конструкционная качественная марок 20, 25 по ГОСТ 1050;
- сталь повышенной прочности марок 09Г2С, 17ГС, 17Г1С, 17Г1С-У по ГОСТ 19281;
- сталь коррозионностойкая по ГОСТ 5632.
Для изготовления корпуса и патрубков допускается использование цельнотянутой или прямошовной трубы.
Применение других марок материалов (в том числе зарубежных) допускается в установленном порядке, в соответствии с требованиями к материалам, применяемым в тепловых сетях.
 5.5.3. Материалы деталей и сварных соединений, находящихся под давлением и соприкасающихся с рабочей средой, в пределах установленных показателей долговечности и назначенных показателей должны удовлетворять следующим требованиям: отсутствие внутренних и внешних дефектов, влияющих на безопасность в соответствии с перечнем типов и характеристиками допустимых дефектов в основном металле и сварных соединениях, приведенных в ТУ.
5.5.3. Материалы деталей и сварных соединений, находящихся под давлением и соприкасающихся с рабочей средой, в пределах установленных показателей долговечности и назначенных показателей должны удовлетворять следующим требованиям: отсутствие внутренних и внешних дефектов, влияющих на безопасность в соответствии с перечнем типов и характеристиками допустимых дефектов в основном металле и сварных соединениях, приведенных в ТУ.
Требования к материалам основных деталей, в том числе уплотнительным, указывают в КД.
Величина ударной вязкости материалов основных деталей на образцах KCV по ГОСТ 9454 при минимальной температуре эксплуатации – не ни- же 24,5 Дж/см2.
5.5.4. Материалы крепежных деталей выбирают с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала фланца в соответствии с ГОСТ 33260. Разница в значениях коэффициентов линейного расширения не должна превышать 10%.
Разница между твердостью заготовок для шпилек (болтов) и гаек должна быть не менее 15 НВ, при этом твердость гайки должна быть ниже твердости шпильки (болта).
Величина ударной вязкости материалов гаек и шпилек (болтов) на образцах KCV по ГОСТ 9454 при минимальной температуре эксплуатации — не ниже 30,0 Дж/см2.
5.5.5. Неметаллические материалы, применяемые для изготовления кранов — по соответствующей НД.
5.5.6. Организация и оформление результатов верификации (входного контроля) закупленных материалов и комплектующих изделий — по ГОСТ 24297 (также рекомендуется по [9]) и перечню материалов, подлежащих верификации.
5.6. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ
5.6.1. Краны изготавливают в соответствии с требованиями настоящего стандарта, КД, ТУ и требованиями заказчика.
5.6.2. Сварка, сварные соединения и контроль сварных соединений выполняют в соответствии с требованиями КД с учетом требований ГОСТ 33857. Методы контроля сварных соединений — по ГОСТ 3242, ГОСТ 33857, если иное не предусмотрено КД.
5.6.3. Термообработка заготовок, деталей, сварных сборок — по НД и КД с учетом требований ГОСТ 33857 (также рекомендуется по [10] и [11]). Для проверки качества термообработки проводят измерение твердости деталей. Методы измерения твердости — по ГОСТ 2999, ГОСТ 9012 и ГОСТ 9013.
5.6.4. Шероховатость шаровой пробки:
до DN 65 — не более Ra 0,20;
DN 80 – DN 200 — не более Ra 0,40;
свыше DN 200 — не более Ra 0,80.
5.6.5. Отклонение от сферичности шаровой пробки до DN 32 включительно — не более 0,05 мм, DN 40 – DN 200 — не более 0,1 мм, более DN 200 — не более 0,2 мм.
5.6.6. Не допускается наличие забоин и вмятин на уплотнительных поверхностях фланцев. Уплотнительные поверхности седел, ЗЭл, корпусов, крышек, а также трущиеся поверхности деталей крана не должны иметь рисок, вмятин и других дефектов, обнаруживаемых визуальным контролем (лупой 10х увеличения).
5.6.7. Детали, имеющие механические повреждения, загрязнения, следы коррозии, к сборке не допускаются. Во избежание травм при эксплуатации не допускается наличие острых (режущих) кромок и поверхностей, заусенцев.
5.6.8. На поверхности резьбы не допускаются вмятины и заусенцы, препятствующие навинчиванию проходного калибра.
5.6.9. Концы патрубков под приварку на расстоянии не менее 20 мм от торца патрубка, резьба муфтовых, штуцерных кранов и уплотнительные поверхности фланцев должны быть неокрашенными.
 5.6.10. Для смазывания ЗЭл должны применяться гидрофобные смазки, сохраняющие свои свойства при условиях эксплуатации в рабочей среде в течение всего срока эксплуатации крана. Материалы, применяемые для смазки, должны быть указаны в ТУ.
5.6.10. Для смазывания ЗЭл должны применяться гидрофобные смазки, сохраняющие свои свойства при условиях эксплуатации в рабочей среде в течение всего срока эксплуатации крана. Материалы, применяемые для смазки, должны быть указаны в ТУ.
5.6.11. Требования к покрытиям
5.6.11.1. Краны должны иметь защитное антикоррозионное покрытие, выполненное в заводских условиях, и не иметь ржавчины. Допускается не наносить защитное лакокрасочное (антикоррозионное) покрытие на краны под ППУ изоляцию, на краны из коррозионностойкой стали или с металлическим защитным покрытием. Покрытие должно обеспечивать защиту от коррозии в процессе их хранения, транспортирования и последующей эксплуатации.
5.6.11.2. Требования к выбору методов защиты, испытаний и контроль защитных покрытий в соответствии с НД, рекомендуется [12].
5.6.11.3. Покрытия деталей выполняют в соответствии с требованиями ГОСТ 9.301, НД и КД. Методы контроля металлических и неметаллических неорганических покрытий деталей — по ГОСТ 9.302.
5.6.12. На резьбовые и трущиеся поверхности деталей, не соприкасающиеся с рабочей средой, наносят смазку в соответствии с указаниями КД.
5.6.13. Межоперационное транспортирование должно обеспечивать сохранность деталей и сборок.
5.6.14. При изготовлении кранов все отклонения от требований КД согласовывают с разработчиком.
5.7. КОМПЛЕКТНОСТЬ
5.7.1. В комплект поставки, если в ТУ не указано иное, должны входить:
- кран в сборе с приводным устройством либо по согласованию с заказчиком;
- комплект запасных частей в соответствии с ведомостью ЗИП на кран (при необходимости);
ПС;
- РЭ, в котором приводят рисунок общего вида крана;
- расчет на прочность (или выписка из расчета);
- эксплуатационная документация на комплектующие изделия (ПС, РЭ);
- ведомость ЗИП.
Допускается дополнять комплект поставки необходимыми документами по требованию заказчика.
5.7.2. ПС, РЭ оформляют на каждый кран. ПС размещают в упаковке, препятствующей повреждению от внешних воздействий и фиксируют на кране.
5.7.3. ЭД (ПС и РЭ) разрабатывают по ГОСТ 2.610 с учетом требований заказчика по договору на поставку.
5.7.4. ПС рекомендуется разрабатывать в соответствии с [13]. В ПС указывают:
- основные сведения об изделии (наименование и обозначение изделия, наименование изготовителя и адрес, документ на изготовление и поставку, назначение изделия, заводской номер и дата изготовления);
- основные технические данные (основные технические данные и характеристики конкретного изделия, приведенные в ТУ);
- сведения о материалах основных деталей;
- данные приемо-сдаточных испытаний;
- комплектность;
- гарантии изготовителя (поставщика);
- консервация;
- свидетельство об упаковывании;
- свидетельство о приемке;
- сведения об утилизации;
- особые отметки.
5.8. МАРКИРОВКА
5.8.1. Маркировка и отличительная окраска кранов — по ГОСТ 4666, КД и ТУ. Сведения о маркировке приводят в РЭ.
5.8.2. Маркировка корпуса крана должна дополнительно содержать значение строительной длины (L) в мм и Dэф.
5.8.3. Маркировку наносят на поверхность крана и/или на табличку, доступные для осмотра. Маркировка должна быть четкой и сохраняться в течение всего срока службы крана.
5.8.4. На торец шпинделя или хвостовика шаровой пробки наносят маркировку, соответствующую расположению проходных отверстий шаровой пробки.
5.8.5. Управляющее устройство (маховик, рукоятка) должно содержать нестираемый в течение всего срока службы крана указатель направления движения ЗЭл («открыто-закрыто»).
5.8.6. Дублирующая маркировка для кранов с удлиненным шпинделем должна содержать объем данных согласно 5.8.1. Места расположения маркировки должны быть установлены в КД.
5.8.7. На кранах, предназначенных для нанесения ППУ изоляции и имеющих фланец для установки управляющего устройства, должна предусматриваться дублирующая маркировка в доступном месте.
5.8.8. При нанесении окраски изготовителем и на месте эксплуатации маркировка должна остаться ясно различимой.
5.8.9. Приводы, редукторы и другие комплектующие изделия, поступающие по кооперации к изготовителю окрашенными, допускается не перекрашивать.
5.8.10. Комплектующие маркируют в соответствии с договором на поставку.
5.8.11. Маркировку запасных частей располагают непосредственно на деталях (запасных частях) или на прикрепленных к ним бирках с обозначением крана, который они комплектуют.
5.8.12. Маркировка транспортной тары — по ГОСТ 14192.
5.9. УПАКОВКА
5.9.1. Упаковка должна обеспечивать сохранность кранов при транспортировании и хранении.
5.9.2. Вариант противокоррозионной защиты и вариант упаковки выбирают по ГОСТ 9.014 и приводят в ТУ на конкретное изделие. Внутренние поверхности кранов подвергают обработке консервационными средствами, препятствующими образованию видимых очагов коррозии при соблюдении условий хранения.
Срок консервации кранов по ГОСТ 9.014 — не менее трех лет.
Краны из коррозионностойких материалов допускается не консервировать.
5.9.3. Патрубки крана должны быть заглушены заглушками, предохраняющими внутренние и привалочные поверхности от загрязнения, попадания влаги и защищающими кромки от повреждения в процессе транспортирования, хранения и монтажа. Заглушки должны иметь отверстия для вентиляции внутренних полостей кранов.
5.9.4. Если кран не снабжен пружинным закрывающим приводом, то положение шаровой пробки при транспортировании и хранении — «открыто».
5.9.5. На время транспортирования и хранения на неокрашенные поверхности и концы патрубков изделий из углеродистой стали, обработанные под сварку на ширине 20 мм, должно быть нанесено масло консервационное К-17 ГОСТ 10877 или другой консервационный материал по КД (ТУ).
5.9.6. Краны допускается устанавливать и упаковывать на поддоне (прочном деревянном основании), при этом краны должны быть закреплены, а внутренние полости предохранены от загрязнений.
5.9.7. Допускается транспортирование кранов пакетами. Формирование пакетов — в соответствии с КД или НД, отвечающим требованиям ГОСТ 26663.
5.9.8. Допускается транспортирование кранов DN 200 и более без тары, в этом случае краны должны быть установлены и надежно закреплены на прочном основании (поддоне), исключая возможность их ударов друг о друга и о посторонние предметы.
5.9.9. При поставке кранов с ответными фланцами при транспортировании допускается снимать последние, укладывая их вместе с крепежными деталями и прокладками в одну тару с краном.
5.9.10. Допускается при упаковке снимать с кранов рукоятки, редукторы и приводы и упаковывать их в ту же или другую транспортную тару. В этом случае редуктор и привод должны иметь соответствующую маркировку, обеспечивающую их сборку с краном.
5.9.11. Привод, являющийся покупным изделием, транспортируют, по усмотрению изготовителя кранов, в таре поставщика либо в таре изготовителя крана.
5.9.12. ЭД и другую сопроводительную документацию упаковывают в водонепроницаемую бумагу и вкладывают в герметичный пакет из полиэтиленовой пленки толщиной не менее 150 мкм.
6. Требования безопасности и охраны окружающей среды 6.1. При проектировании, изготовлении и испытании кранов необходимо руководствоваться требованиями ГОСТ 12.2.063, а также иных документов, устанавливающих нормы безопасности при проведении работ, предусмотренных технологией.
6.1. При проектировании, изготовлении и испытании кранов необходимо руководствоваться требованиями ГОСТ 12.2.063, а также иных документов, устанавливающих нормы безопасности при проведении работ, предусмотренных технологией.
6.2. Конструкция кранов должна предусматривать защиту от вырывания шпинделя избыточным давлением внутри трубопровода.
6.3. Краны не должны наносить вред окружающей природной среде, здоровью и генетическому фонду человека при испытании, транспортировании, эксплуатации и утилизации.
7. Правила приемки
7.1. ОБЩИЕ ПОЛОЖЕНИЯ
7.1.1. Краны подвергают испытаниям: опытные образцы — приемочным испытаниям; серийные изделия — приемо-сдаточным, периодическим, типовым испытаниям. Виды и методы контроля и испытаний указаны в таблице 12.
7.1.2. Показатели надежности определяют в ходе приемочных испытаний и подтверждают в ходе периодических испытаний, если в КД не указано иное. Допускается подтверждать показатели надежности сбором и анализом данных, полученных в процессе эксплуатации. В этом случае методику сбора и анализа данных определяет разработчик кранов и согласует с ор- ганизацией, эксплуатирующей краны.
7.1.3. Контроль массы проводят при изготовлении первой партии изделий одного типоразмера, а также при проведении периодических и типовых испытаний.
7.1.4. Результаты каждого вида испытаний оформляют документально в соответствии с ТУ, ПМ с учетом требований ГОСТ 15.001 ) и ГОСТ 15.309.
В процессе испытаний ход и результаты испытаний фиксируют в журнале.
7.2. ПРИЕМОЧНЫЕ ИСПЫТАНИЯ
7.2.1. Приемочные испытания проводят с целью оценки всех характеристик кранов — подтверждения соответствия требованиям ТЗ и/или ТУ, принятия решения о возможности постановки на производство и использовании их по назначению. Испытаниям подвергают опытные образцы или образцы от партии кранов.
7.2.2. Приемочные испытания проводят в объеме таблицы 12 в соответствии с ПМ и учетом требований ГОСТ 15.0011.
7.3. ПРИЕМО-СДАТОЧНЫЕ ИСПЫТАНИЯ
7.3.1. Порядок проведения приемо-сдаточных испытаний — в соответствии с ТУ или ПМ (если программа приемо-сдаточных испытаний не включена в ТУ), ГОСТ 15.309.
7.3.2. Испытания проводят при приемочном контроле изготовителем кранов.
7.3.3. Испытаниям подвергают краны в сборе после завершения цикла проверок разрушающими и неразрушающими методами контроля, предусмотренными КД и технологическим процессом.
7.3.4. Испытания проводят до нанесения лакокрасочного покрытия.
7.3.5. Каждый кран подвергают приемо-сдаточным испытаниям в полном объеме.
7.3.6 При положительных результатах испытаний ОТК изготовителя оформляет паспорт на кран.
7.4. ПЕРИОДИЧЕСКИЕ ИСПЫТАНИЯ
7.4.1. Периодические испытания проводит изготовитель в соответствии с ГОСТ 15.309 в объеме и порядке, предусмотренном ПМ, разработанной изготовителем.
7.4.2. Цель проведения периодических испытаний кранов — подтверждение качества продукции и стабильности технологического процесса в установленный период для подтверждения возможности продолжения изготовления продукции по действующей конструкторской и технологической документации и продолжения ее приемки.
7.4.3. Периодичность проведения испытаний, количество образцов, подвергаемых испытаниям, а также требования, предъявляемые к методике испытаний и оформлению документов — в соответствии с ПМ (рекомендуется учитывать [16]).
7.4.4. Допускается распространять результаты периодических испытаний конкретного крана на группу однотипных кранов, изготавливаемых по одинаковой технологии, при условии соответствующих требований в ПМ.
7.5. ТИПОВЫЕ ИСПЫТАНИЯ
7.5.1. Типовые испытания проводят с целью оценки эффективности и целесообразности внесенных изменений в конструкцию, технологический процесс, а также при изменении условий применения кранов или их технических характеристик.
7.5.2. Испытания проводят в соответствии с ГОСТ 15.309 и ПМ типовых испытаний.
8. Методы контроля и испытаний
8.1. Требования, предъявляемые к условиям, обеспечению и про- ведению испытаний, требования к испытательным стендам и средам, средствам измерений, а также критерии положительной оценки результатов испытаний — по ГОСТ 33257, в части не противоречащей настоящему стандарту.
Конкретные методы контроля и испытаний и способы их реализации, перечень испытательного оборудования и средств измерения указывают в ТУ, ПМ и РЭ на краны.
8.2. В качестве основных испытательных сред применяют воду, которая должна содержать ингибитор коррозии, воздух, керосин, водяной пар.
При испытании воздухом метод контроля — пузырьковый, способ реализации метода — компрессионный по ГОСТ 33257. Емкость с водой, в которую помещают кран, должна содержать ингибитор коррозии.
Вид испытательной среды устанавливают в ТУ и выбирают в зависимости от вида испытаний.
8.3. Соответствие кранов сборочному чертежу, спецификации, требованиям заказчика, полноту и правильность маркировки, упаковки, комплектность проводят при визуальном контроле в соответствии с ГОСТ 33257.
8.4. Контроль габаритных, присоединительных размеров и массу кранов проводят при измерительном контроле в соответствии с ГОСТ 33257.
8.5. Методы контроля и испытаний покрытия — по ГОСТ 9.403, ГОСТ 15140.
8.6. Прочность и плотность материала корпусных деталей и сварных швов, находящихся под давлением испытательной среды, подтверждают испытаниями в соответствии с ГОСТ 33257.
8.7. При испытаниях на прочность и плотность материала корпусных деталей и сварных швов, находящихся под давлением рабочей среды, а так- же при испытаниях на герметичность относительно внешней среды уплотнений подвижных и неподвижных соединений — положение ЗЭл промежуточное (ЗЭл приоткрыт).
8.8. Герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений подтверждают испытаниями в соответствии с ГОСТ 33257 и ПМ (ТУ).
8.9. Герметичность затвора подтверждают испытаниями в соответствии с ГОСТ 33257 им ПМ (ТУ).
Для кранов с плавающей пробкой испытания проводят подачей испытательной среды во входной патрубок, при этом обеспечивают заполнение испытательной средой полости внутри корпуса между седлами. Контроль герметичности по седлу — со стороны выходного патрубка.
Для кранов с двусторонним направлением рабочей среды контроль герметичности ЗЭл производится с двух сторон направления подачи рабочей среды.
8.10. Проверку функционирования кранов проводят в соответствии с ГОСТ 33257 с учетом ПМ (ТУ) на краны.
8.11. Коэффициент сопротивления рекомендуется определять по [14].
8.12. ИСПЫТАНИЕ ПРИ МАКСИМАЛЬНОЙ ТЕМПЕРАТУРЕ РАБОЧЕЙ СРЕДЫ
8.12.1. Кран испытывают средой, температура которой составляет 150ºС либо кран выдерживают при температуре 150ºС в течение времени, необходимого для стабильного температурного равновесия между стенками крана и окружающей средой (не менее 4 ч). Сохраняя температурный режим крана проводят испытания насыщенным водяным паром в соответствии 8.8–8.10.
8.13. ПРОВЕРКА КРАНОВ НА УСТОЙЧИВОСТЬ К КЛИМАТИЧЕСКИМ ВОЗДЕЙСТВИЯМ
8.13.1. Кран выдерживают при температуре минус 40ºС в течение времени, необходимого для стабильного температурного равновесия между стенками кранов и окружающей средой (не менее 4 ч). Сохраняя температурный режим, проводят испытания керосином в соответствии 8.8–8.10.